Известно устройство для автоматического управления режимом контактной точечной электросварки, содержаи1,ее стабилизатор наиряжения .между электродами, блок измерения толнишы свариваем1з1.х листов, блок задания времени сварки и блок регулирования давления.
Предлагаемое устройство отличается от известных тем, что оно снабжено преобразователе.м, включенным между вы.ходо.м блока измерения толиишы свариваемых листов, входами блока задания времени сварки и блока регулирования давления, обеспечивающим 1квадратичнуго зависимость давления электродов и времени сварки от толщины свариваемых листов.
Это позволит повысить качеетво сварных точек при еварке листов различной толн;ины.
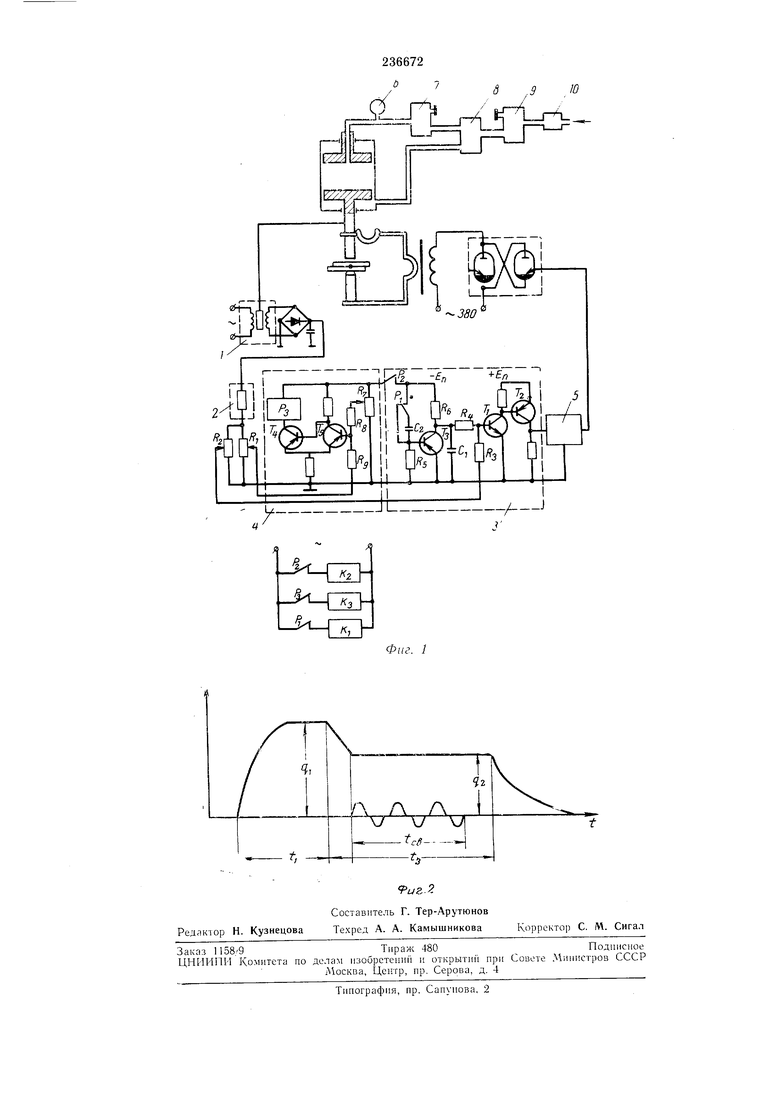
На фиг. 1 представлена электрическая схема устройства; на фиг. 2 - диаграмма давлений.
Устройство состоит из блока измерения толн|инг 1 свариваемых деталей 1, выход которого иодключен к нелинейному квадратнруюп1ему преобразователю 2, блока времени сварки 3 и регулятора давления электродов 4, входы :которых подключены к выходу квадратора, стабплизатора падения нанряженля между электродами 5, управляемого блоком времени сварки.
Блок измерения толпишы свариваемых деталей 1 1измеряет перемеи1,ение верхнего электрода относительно жестко закреиленного нижнего и представляет индукционный трансформаторный датчик перемещений. Катушкп датч.пка жестко закреплены на станине машины, а якорь механически связан со штоком верхнего электрода. Выходным сигналом датчика является напряжение звуковой
частоты, величина которого иропорциональна суммарной толп1,пне сварпвае.мых деталей.
Поеле выпрямления выходное напряжение датчика подается на нелинейный квадратирующий преобразователь 2, в качестве которого
прп.меняется тиритовое нелинейное сопротивление, ток в пени которого пропорционален квадрату приложенного напряженпя. Напряженпе, пропорциональное квадрату толщин евариваемых деталей, енимается с потенцпометров Ri и 2. Положительное напряжение с иотенциометра через сопротивление подается на вход полупроводникового реле блока временп сварки 3, собранного на триодах Гь TZ и Г). На тот же вход через еопротивление R поступает отрицательное напряженпе коллектора трпода Г.
В исходном состоянии конденсатор Ci заряжен до напряжения питания „, суммарное наиряженне на базе 7i отрицательно, и наирякании контакта Pi заряжается конденсатор С и на сопротнвленнн , формируется короткий отрицательный имнульс напряжения от тока заряда Са. Этот имнульс открывает триод Г, и конденсатор С; разряжается.
Суммарное наиряженне на базе Т становится иоложительным, и на шлходе нолуи)оводникового реле появляется ноложительное напряжен не.
Конденсатор Cl заряжается через соиротпвленпе Re,, и на нем формируется пилообразное напряжение. В момент равенства н.нлообразного напряжения п напряжения, снимаемого с R-) ; когда и.х разность нзменяет знак на отрицательный), напряжение на вы.ходе иолунроводннкового реле исчезает. Таким образом, на вы.ходе нолуироводникового реле формируется положительный импульс напряжения, длительность которого ироиорциональна квадрату то;ининь свариваемых деталей. Коэффнпиент 11роп(рниоиа.1ьности регулпр ется в nnipoKiix пределах иотенцпометром R.
Этот импульс иаи)яжен11я уиравляет включением автоматического стабилизатора паденпя наиряжеппя на свариваемых деталях, оиределяя тем самым время прохождения сварочного тока.
Пневматичесгкая п электрическая схемы регулятора давления ириведены на фнг. 1 (б - датчик давления типа , 7 - электропнев.матическш клапан К., 8 - электроннев.матический клаиан К-2, 9-электроиневматический клапан и 10-редуктор). Электрическая схема регулятора давления состоит из полупроиолтпикового реле на т)иодах Т Т-„ электромагнитного реле с контактамн Р п включаюп1.пх катушек клапанов , Кч, КзВ исходном состоянии все клапаны отключены, н сжатый воз.тух через клапаШ) /(о п К: подается в нижнюю камеру пневматического инлиндра, ири этом верхний электрод поднят.
При нажатии иедалн «сварка замыкается контакт Я.2 и С})абат1)1вает клапан /(о- В результате сжатый воздух с давлением, оиределяе.мым редуктором 10, по.з,ается в среднюю камеру, а нижняя 1камера соединяется с атмосферой через клат1ан Kz- Электрод опускается, и через некоторое время на электродах устан:авл1 вается давление qi (см. фиг. 2).
Через время Z, оиределяемое )еле времени, напрнме|1 РВЭ-7, замыкаются контакты Р-,. Срабатывает клаиан , переключая выход
редуктора на ирооку и соединяя ереднюю каме)П через 1клапаны К, K-i и Кл с атмосферой.
Другой нормально открытый контакт РЗ
подключает питание к иотенииометру датчика
давления 6 R- и полупроводниковое реле на
триодах 74, 7,-,. bia .вход реле поступает тюложптельное напряжение с нстенннометра RI и
отрицательное с потенциометра датчика
давления.
Поскольку давление f/i велико, суммарное напряжение на входе нолунроводникового ре.те отрппательно, is реле с контактами Р) отключено. После замыкания контактов РЗ давление в
средней камере, а следовательно, и между электродами начинает иадать. Суммарное отрицательное напряжение на базе Г-, уменьшается, и нри некотором значении давления электродов qz нолупроводниковое реле Т, Т:, включается, и срабатывает реле с контактамн РЬ
Но)мально открытые контакт Р| включают клаиан К, в результате чего средняя ка.мера ине15моцил1Ш;Тра переключается на нробку, и .давление электродов (фиксируется на
уровне 2- Давление 92. нри котором срабатывает реле с контактами PI, пропорционально напряженню, снимае.мому с потенциометра RI, а следовательно, иронорцнонально квадрату толщины свариваемых деталей. Коэффициент
пропорциональности устанавливается иотеннио.метром РЬ Второй контакт PI 1гключает реле выдержки времени свар«и.
Через время t-,, задаваемое отдельным реле времен1{, например РВЭ-7, контакты PZ и Ра
отключаются, и схема приходит в исходное состояние.
И р е д мет изо б р е т е н п я Устройство чля автоматического управления режимом точечной контактной электроС1 арки, содержащее стабилизатор напряжения между электродамп, блок измерения тол1цины сваряваемых листов, блок задания времени СБа|)ки и блок регулирования давления, отличающееся тем, что, с целью повышения качества ири ciiapiKC листов раз,1ичной толщины, оно снабжено преобразователем, включенным между выходом блока измерения толщины свариваемых листов и входами блока задания | ремени ciiapKH и блока регулирования давления, обеспечивающим квадратичную заВИсимость дав;1еиия электродов и времени сварки от толни1ны С1и1риваемых листов.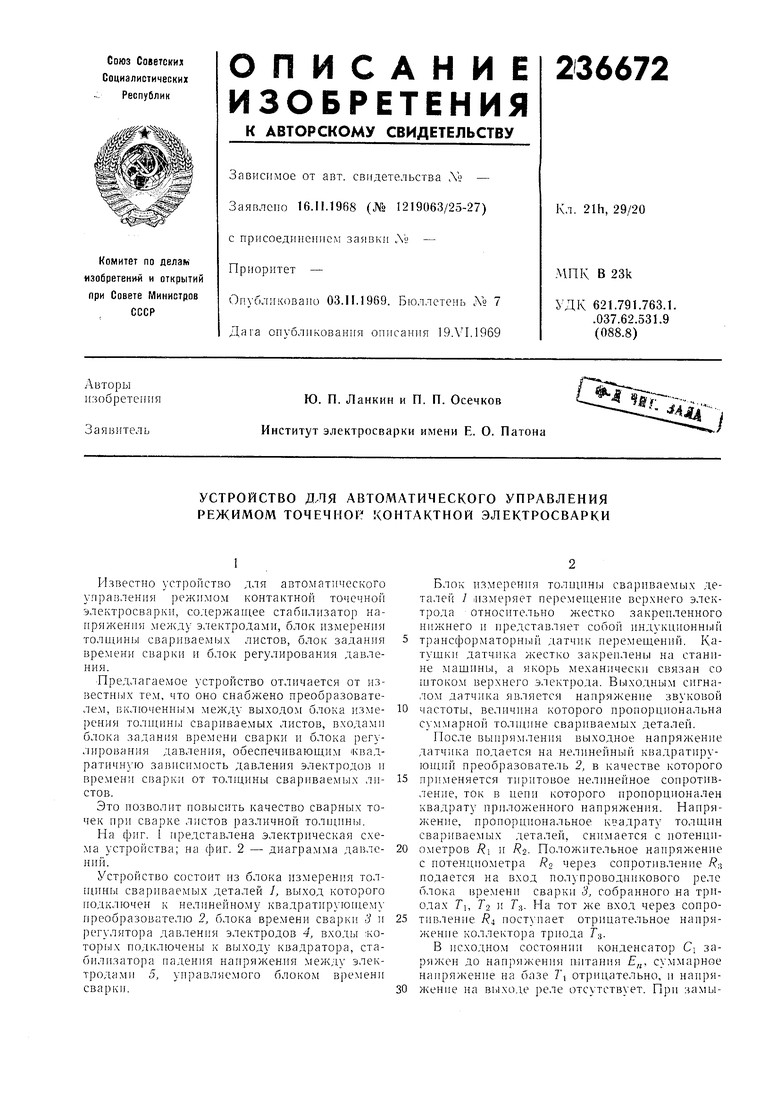

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления режимом точечной контактной электросварки | 1979 |
|
SU872114A1 |
| СПОСОВ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU202379A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для контактно-тепловой сварки полимерных материалов | 1987 |
|
SU1519090A1 |
| Устройство для возбуждения главного генератора тепловоза | 1978 |
|
SU751674A1 |
| Способ управления процессом контактной точечной сварки | 1985 |
|
SU1299742A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ РАБОТЫ СЕТОЧНОЙ ЧАСТИ АСБОТРУБНОЙ ФОРМОВОЧНОЙ МАШИНБ1 | 1972 |
|
SU327060A1 |
| Устройство для направления электрода по стыку свариваемых деталей | 1978 |
|
SU880647A1 |
| Компаратор | 1972 |
|
SU455338A1 |