1
Известен стенд для сварки двутавровых балок, содержащий смонтированные на подвижных и неподвижных платформах, установленных в два ряда, кантующие рычаги с жестко закреплеиными упорными планками, поочередно установленные на параллельных горизонтальных осях платформ, и приводы поворота рычагов и перемещения подвижных платформ.
Такая конструкция не позволяет производить сварку четырех швов двутавровых балок без использования вспомогательных средств, например, к,рана.
Возможность последовательного поворота изделия на 360° и сварка всех четырех щвов двутавровой балки без использования вспомогательных средств обеспечиваются тем,что подвиж ные платформы одного ряда смещены относительно неподвижных платформ другого ряда на расстояние, обеспечивающее возможность размещения подвижных и неподвижных платформ в один ряд, причем упорные планки свободно установлены на осях кантующих рычагов с возможностью независимого их поворота относительно последних.
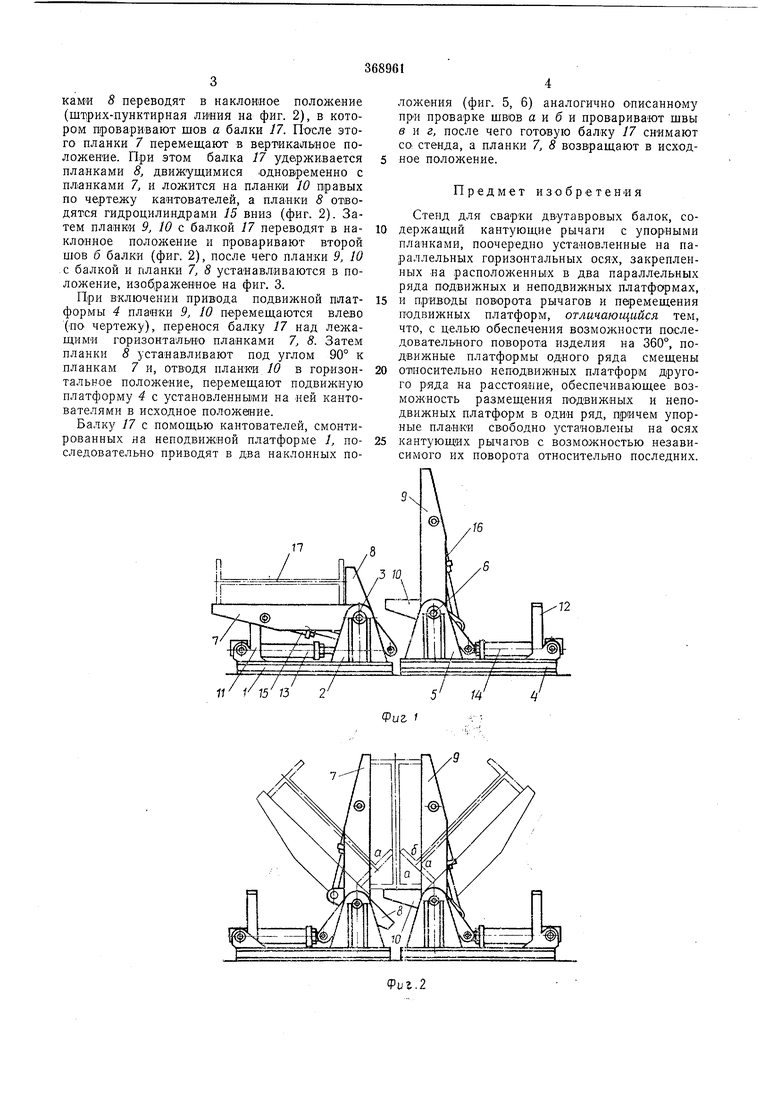
На фиг. 1 изображена пара рычажных кантователей в исходном положении;
на фиг. 2 - положение нары кантователей при проварке швов а и б (щтрих-пуиктирные
линии) и в момент передачи с неподвижного кантователя на подвижный;
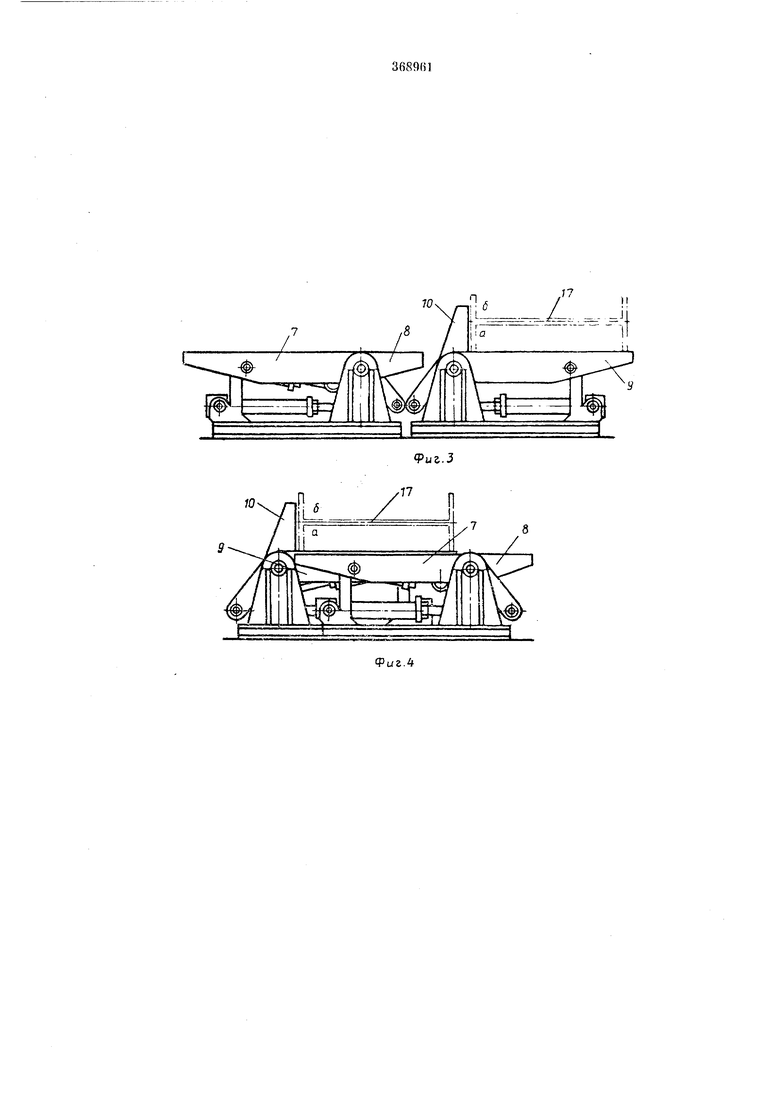
на фиг. 3, 4 - последовательные положения пары кантователей при повороте балки для
проварки второй пары швов;
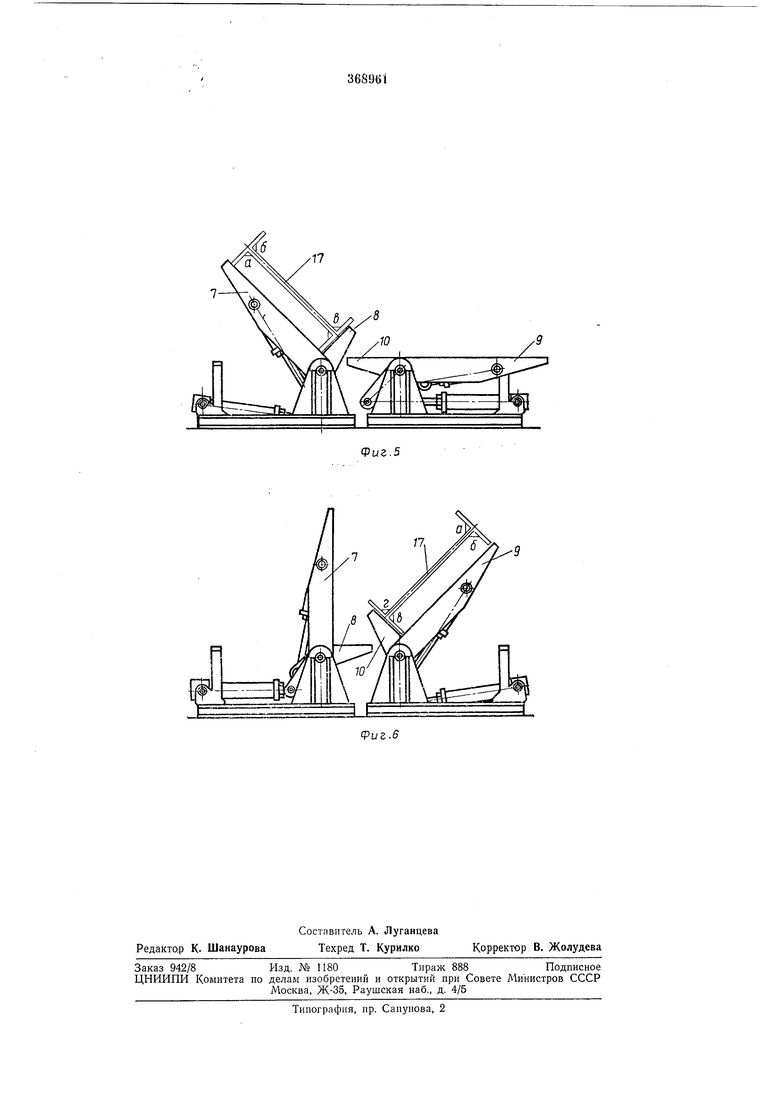
на фиг. 5, 6 - положения пары кантователей при проварке швов в и г.
Стенд содержит несколько пар Г-образных рычажных кантователей. Каждая пара имеет
неподвижную платформу 1, на которой смонтирована стойка 2 с закрепленной в ней осью 3, и подвижную платформу 4 с такой же стойкой 5, несущей ось 6. На осях 3 и 6 свободно установлены планки 7, 8 и 9, 10, образующие Г-образные кантователи. На стойках // и 12 щарнирно закреплены гидроцилиндры 13 и 14 привода планок соответственно 7 и 9, на планках 7 и 9 - гидроцилиндры 15 и 16 привода иланок 8 и 10.
Подвижная платформа 4 имеет привод (на чертеже не показан), состоящий из ходового винта и гайки, установленной на раме платформы. Ходовой винт через систему конических шестерен и редуктор связан с реверсивкым электродвигателем.
Подлежащую сварке балку 17 укладьгаают на планки 7 кантователей, находящиеся в горизонтальном положении (фиг. 1). Затем с помощью гидроцилиндра 13 планки 7 вместе
с установленными к ним под углом 90° планками 8 переводят в наклониое положение (штрих-пунктирная лииия на фиг. 2), в котором проваривают шов а балки 17. После этого планки 7 перем-ещают в вертикальное положение. При этом балка 17 удерживается пла-нками 8, движущимися .одновременно с пл анками 7, и ложится на планки 10 правых по чертежу кантователей, а планки 8 отводятся гидроцилиндрами 15 впиз (фиг. 2). Затем плаикИ Я 10 с балкой 17 переводят в наклоиное положение и проваривают второй шов б балки (фиг. 2), после чего планки 9, 10 .с балкой и планки 7, 8 устанавливаются в положение, изображенное на фиг. 3. При включении привода подвижной платформы 4 плаики Я 10 перемеш,аются влево (по чертежу), перенося балку 17 над лежащими горизонтально планками 7, 8. Затем планки 5 устанавливают под углом 90° к планкам 7 и, отводя планки /О в горизонтальное положение, перемещают подвижную платформу 4 с установленными на ней кантователями в исходное положение. Балку 17 с помощью кантователей, смонтированных на неподвижной платформе 1, последовательно приводят в два наклонных по/ / / / / 1Г Г 75 /3 2
5/ гУ ложения (фиг. 5, 6) аналогично описанному при проварке щвов а и б и пров аривают швы в и г, после чего готовую балку 17 снимают со стенда, а планки 7, 8 возвращают в исходное положение. Предмет изобретения Стенд для сварки двутавровых балок, содержащий кантующие рычаги с упорными планками, поочередно установленные па параллельных горизонтальных осях, закрепленных на расположенных в два параллельных ряда подвижных и неподвижных платформах, и приводы поворота рычагов и перемещения подвижных платформ, отличающийся тем, что, с целью обеспечения возможности последовательного поворота изделия на 360°, подвижные платформы одного ряда смещены относительно неподвижных платфор1М другого ряда на расстояние, обеспечивающее возможность размещения подвижных и неподвижных платформ в один ряд, причем упорные плавки свободно установлены па осях кантующих рычагов с возможностью независимого их поворота относительно последних.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1981 |
|
SU994189A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СТЕНД ДЛЯ СВАРКИ КРУПНЫХ ДВУТАВРОВЫХ БАЛОК | 1967 |
|
SU197819A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 1969 |
|
SU237305A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Способ изготовления двутавровых балок | 1984 |
|
SU1328125A1 |
| Устройство для ремонта кузова полувагона | 1977 |
|
SU715373A1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |