Изобретение относится к области обработки металлов давлением, преимущественно к производству деталей из профильного проката с утолщенными выступающими элементами, в частности рельсовых подкладок, с применением операций пробивки, вырубки, резки, например для изготовления подкладок рельсовых скреплений общим для конструкции которых является наличие двух незамкнутых пазов в высоких (до 55 мм) ребордах и трех или четырех крепежных отверстий, расположенных в основании пазов.
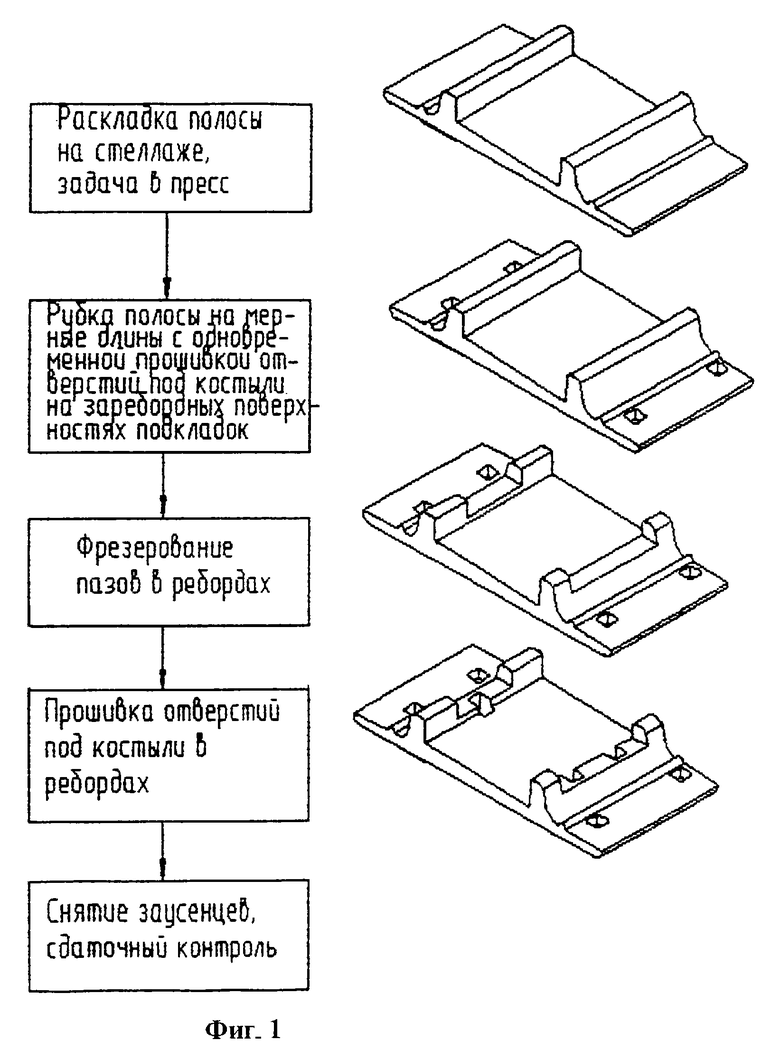
При производстве подкладок костыльного скрепления с высокой ребордой известна схема технологического процесса, состоящая из следующих операций: раскладка полосы на приемный стеллаж, подающим рольгангом полоса задается в пресс, где происходит рубка полосы на мерные длины с одновременной прошивкой отверстий под костыли на заребордных поверхностях подкладки. После рубки полосы производится фрезерование пазов в ребордах на фрезерных станках. После фрезеровки заготовка подается на пресс холодной прошивки, где производится прошивка отверстий под костыли в предварительно профрезерованных местах реборд (изобретение "Способ производства подкладок костыльного скрепления для железнодорожных путей" патент N2150346 по заявке N 99100596/02 от 10.01.99).
Известный способ имеет ряд существенных недостатков: высокая стоимость затрат на фрезерную обработку, необходимость использования в производстве двух разделенных во времени операций по фрезерованию пазов и прошивке отверстий, низкая производительность, не позволяющая обеспечить потребности МПС в скреплениях подобного типа.
Задачей изобретения является повышение производительности и снижение себестоимости при производстве подкладок рельсовых скреплений.
Поставленная задача решается тем, что в способе производства деталей профильного проката с отверстиями и пазами, преимущественно, рельсовых подкладок, включающем раскладку полосы с ребордами на приемный стеллаж, рубку ее на мерные длины одновременно с прошивкой отверстий под костыли на заребордных поверхностях, а также получение пазов в ребордах и прошивку отверстий в пазах, согласно изобретению пазы в ребордах получают прошивкой, при этом упомянутую прошивку пазов в ребордах и прошивку отверстий в пазах осуществляют последовательно на одном прессе, оснащенном горизонтальными и вертикальными прошивными системами.
На фиг. 1 изображена схема известного технологического процесса производства подкладок костыльного скрепления с высокими ребордами.
На фиг.2 изображена схема технологического процесса производства подкладок костыльного скрепления с высокой ребордой по изобретению.
Предлагаемая схема технологического процесса состоит из следующих операций: раскладка полосы на приемный стеллаж, подающим рольгангом полоса задается в пресс, где происходит рубка полосы на мерные длины с одновременной прошивкой отверстий под костыли на заребордных поверхностях полкладки.
После рубки заготовка задается на пресс холодной прошивки, где осуществляется последовательно прошивка незамкнутых пазов в ребордах подкладки и прошивка отверстий под костыли в зоне реборд подкладки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОДКЛАДОК КОСТЫЛЬНОГО СКРЕПЛЕНИЯ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2150346C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПАЗАМИ | 2001 |
|
RU2220809C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОГО ПРОКАТА С ОТВЕРСТИЯМИ И ПАЗАМИ ТИПА РЕЛЬСОВЫХ ПОДКЛАДОК | 2002 |
|
RU2236324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММЫ РАЗДЕЛЬНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2000 |
|
RU2164456C1 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2128718C1 |
| Профильная полоса для рельсовых подкладок | 1986 |
|
SU1342539A1 |
| ЛИНИЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ НА ДЕРЕВЯННЫХ ШПАЛАХ | 2007 |
|
RU2357036C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ | 1998 |
|
RU2152839C1 |
| Подкладка | 1976 |
|
SU889774A1 |
| Способ разборки рельсовых звеньев | 1979 |
|
SU796296A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей из профильного проката, преимущественно подкладок рельсовых скреплений, имеющих крепежные отверстия в двух незамкнутых пазах, выполненных в высоких ребордах. Полосу с ребордами раскладывают на приемном стеллаже и одновременно производят рубку полосы на мерные длины и прошивку отверстий под костыли на заребордных поверхностях. Затем последовательно осуществляют прошивку пазов в ребордах и прошивку отверстий в упомянутых пазах. Для этого используют пресс с горизонтальными и вертикальными прошивными системами. В результате обеспечивается повышение производительности и снижение трудоемкости. 2 ил.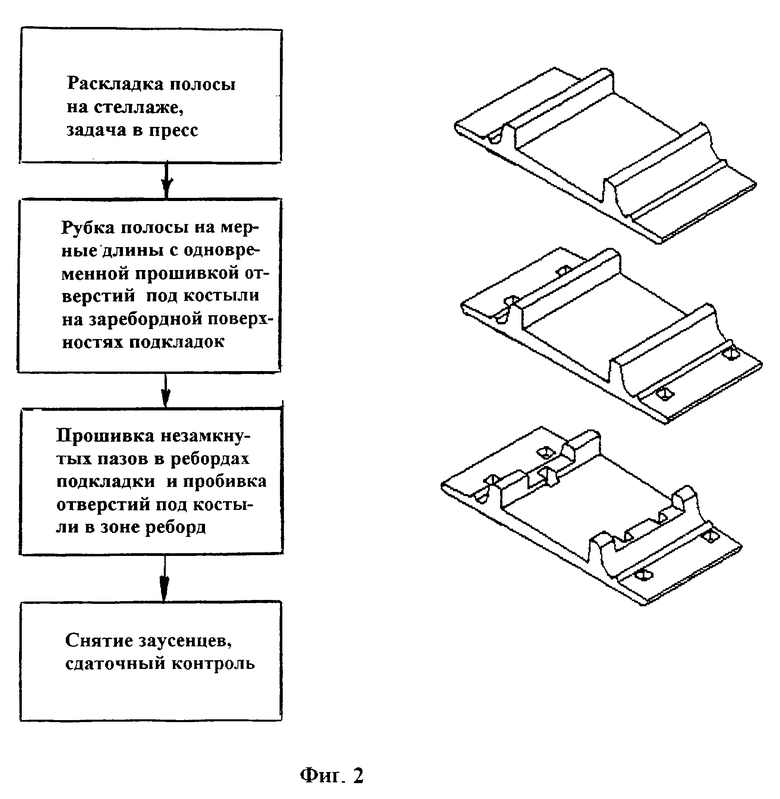
Способ производства деталей профильного проката с отверстиями и пазами, преимущественно рельсовых подкладок, включающий раскладку полосы с ребордами на приемный стеллаж, рубку ее на мерные длины одновременно с прошивкой отверстий под костыли на заребордных поверхностях, а также получение пазов в ребордах и прошивку отверстий в пазах, отличающийся тем, что пазы в ребордах получают прошивкой, при этом упомянутую прошивку пазов в ребордах и прошивку отверстий в пазах осуществляют последовательно на одном прессе, оснащенном горизонтальными и вертикальными прошивными системами.
| СПОСОБ ПРОИЗВОДСТВА ПОДКЛАДОК КОСТЫЛЬНОГО СКРЕПЛЕНИЯ ДЛЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1999 |
|
RU2150346C1 |
| Подкладка | 1976 |
|
SU889774A1 |
| Рельсовая подкладка | 1979 |
|
SU933852A1 |
| GB 2170536 A, 06.08.1986 | |||
| US 4479607 A, 30.10.1984. | |||

