Известны автоматы для иарезки винтовой канавки на затотовках резисторов при по.мощи шлифозального крута, снабженные вибробункером для пода-ги заготовок, кареткой со шпинделями, .имеющими обратные конуса для центрирования и зажима затотовок, .мс..м для отвода каретки, устройством для отбраковки деталей.
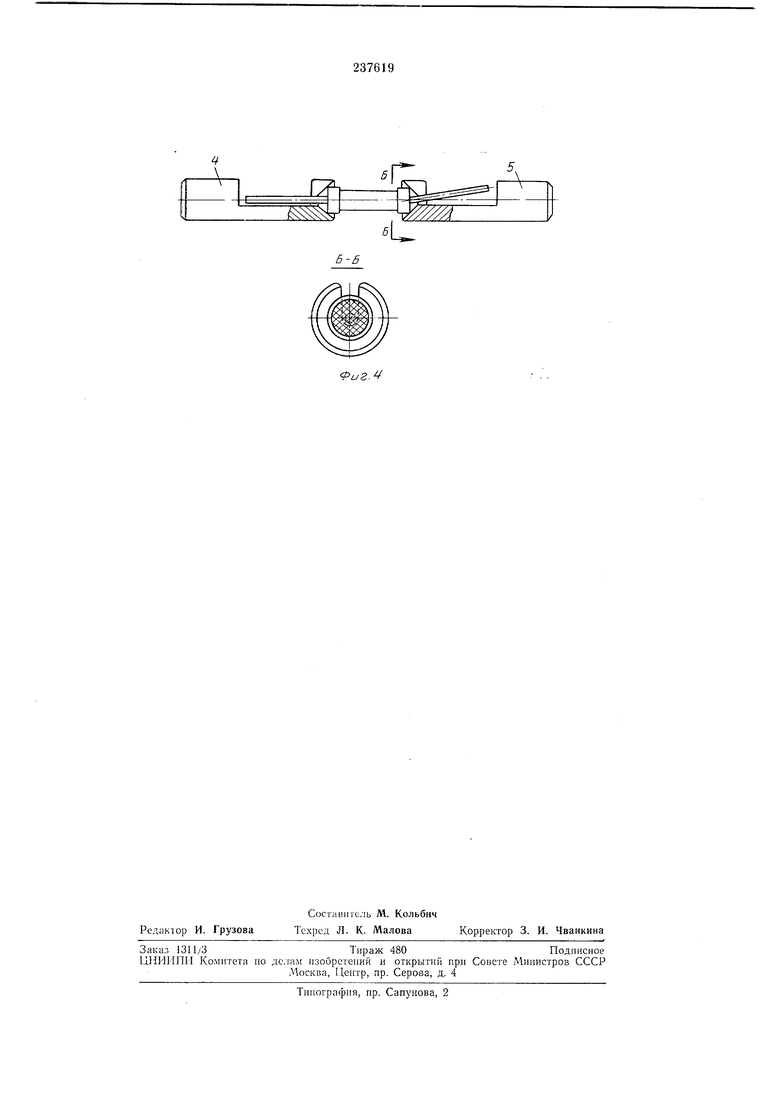
Предложенный автомат отличается от известных тем, что его шпиндели выполнены с прорезями в виде канавок в зоне обратных конусов и имеют лыску, снятую вдоль шпинделя.
Кроме того, в кинематическую цеиь вращения Шпинделей включена фрикционная муфта, обеснечивающая во время останова шпинделей совпадение направления их прорезей с траекторией заготовок резисторов при загрузке.
Такая конструкция автомата позволяет уменьш.пть время загрузки и выгрузки деталей, ликвидировать операции рихтовки и повысить надежность его работы.
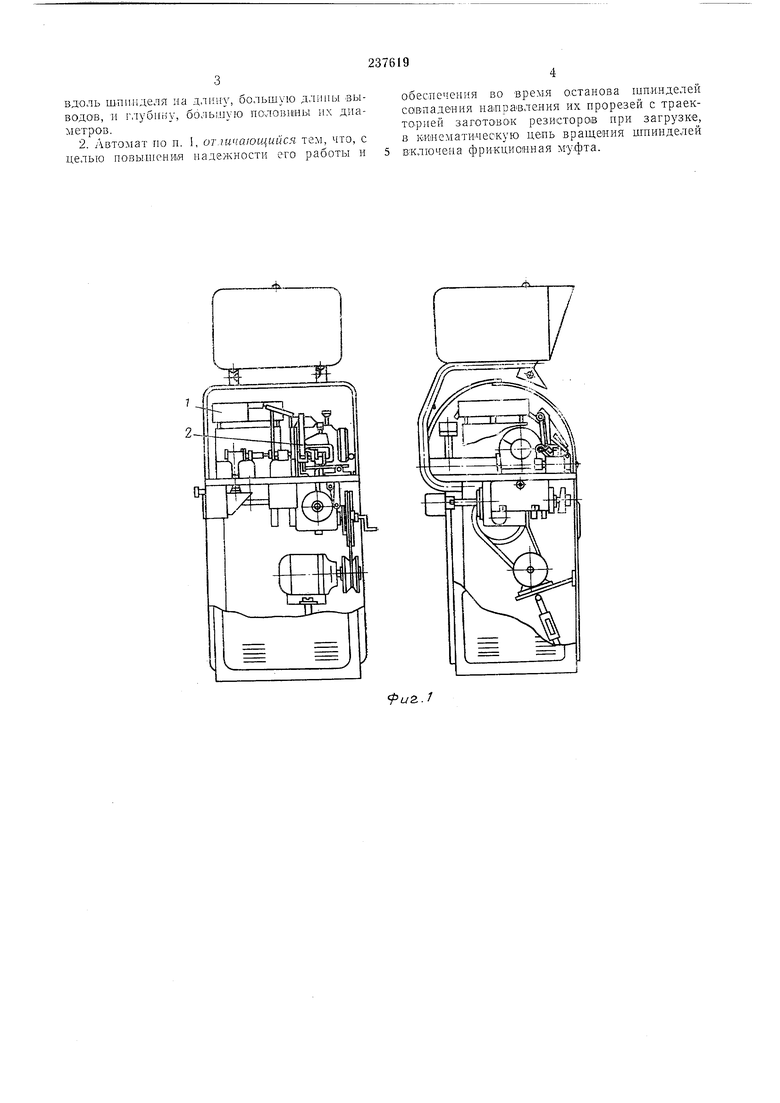
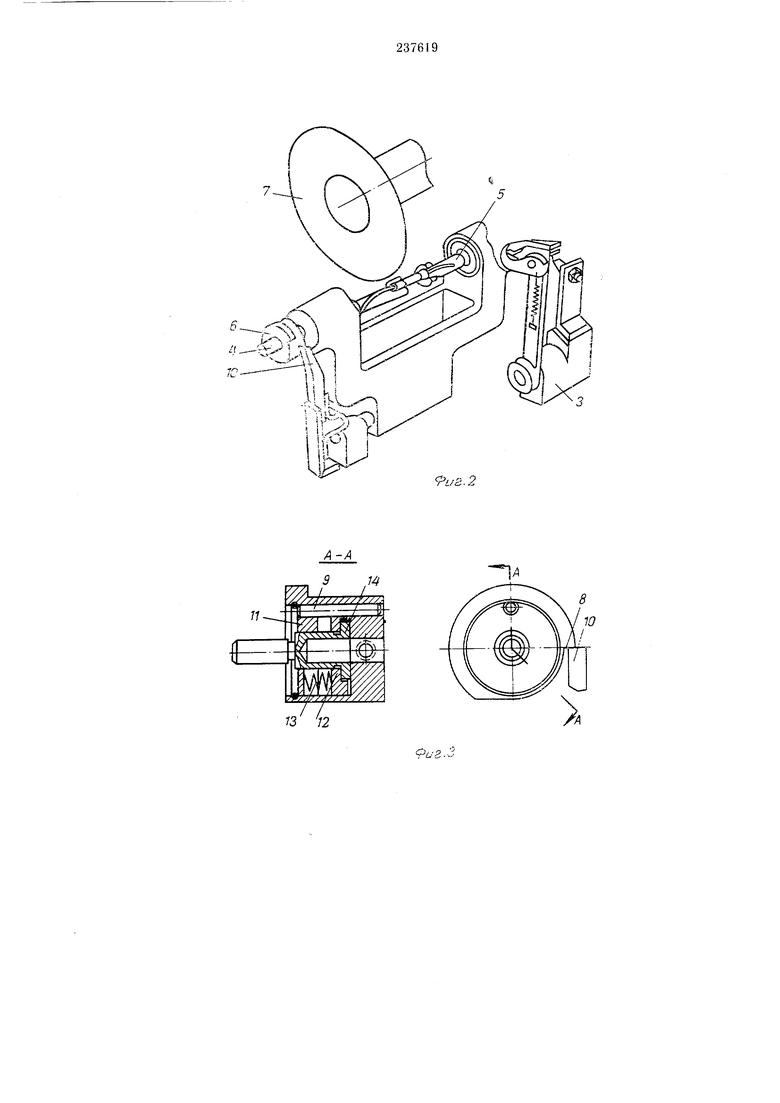
На фиг. 1 представлен общий вид автомата; на фиг. 2 - механизм загрузки; на фиг. 3 - фрикционная .муфта; на фиг. 4 - ишиндели с затруж:енным резистором.
Заготовки резисторов из вибробункера 1 благодаря механизму подачи 2 и загрузки 3 попадают в прорези шпинделей 4 и 5 и зажимаются их обратными конусами. Фрикционная муфта 6, укрепленная на шпинделе 4, обеcnc4i;:i;u-T совпадение направления его проре;;сй с траекторией заготовки резистора.
Когда 1чаретка отходит от шлифовального Kj-iyra 7. зуб cS 9 фрикционной муфты 6 ;;хсд ;т ij зацепление с собачкой JO. При этом осганазливаются ;ппиндель 4 и такие детали муфты, как кольца // и 12 и иружина 13. Кольцо 12 пробуксовывает по торцу конуса 9, а втулка /-/, жестко закрепленная на валупривода, и; эдолжаст врао атьея.
и. вращаются синхронно, так как они имеют жесткую кинематическую связь. Процесс нарезки осуществляется иутем одноБремс1пг:)го вращения и иродольного перемешеПИЯ заготовки резисгора относительно иыифС вал1з 1ого круга 7.
Предмет и з о б р с т е и и я
I. Автомат для нарезки BIIHTOBOII канавки иа
заготовках резисторов ири номои1и И1лифоБаль;1ого круга, снабженный иибробункером
для подачи заготовок, кареткой со И1пинделями. (ццими обратп1)1с кенуса .для иеитрирозания и за/кима деталоГ|, механизмом для отвода каретки, устройством для отбраковки детале, ог.тнающипся том, что, с целью .меньИ1еи11я времени загрузки и выгрузки деталей и
вдоль ш-П1111деля на длику, большую длины выводов, II глубину, большую почтовины нх диаметров.
2. Автомат по п. 1, отличающийся тем, что, с целью повышоная надежности его работы н
Обеснечения во время о.станова шпинделей со1впадення налравлелия их прорезей с траекто.рпей заготОВОК резисторов при загрузке, в кинематическую цепь вращения шпинделей включена фрикционная муфта.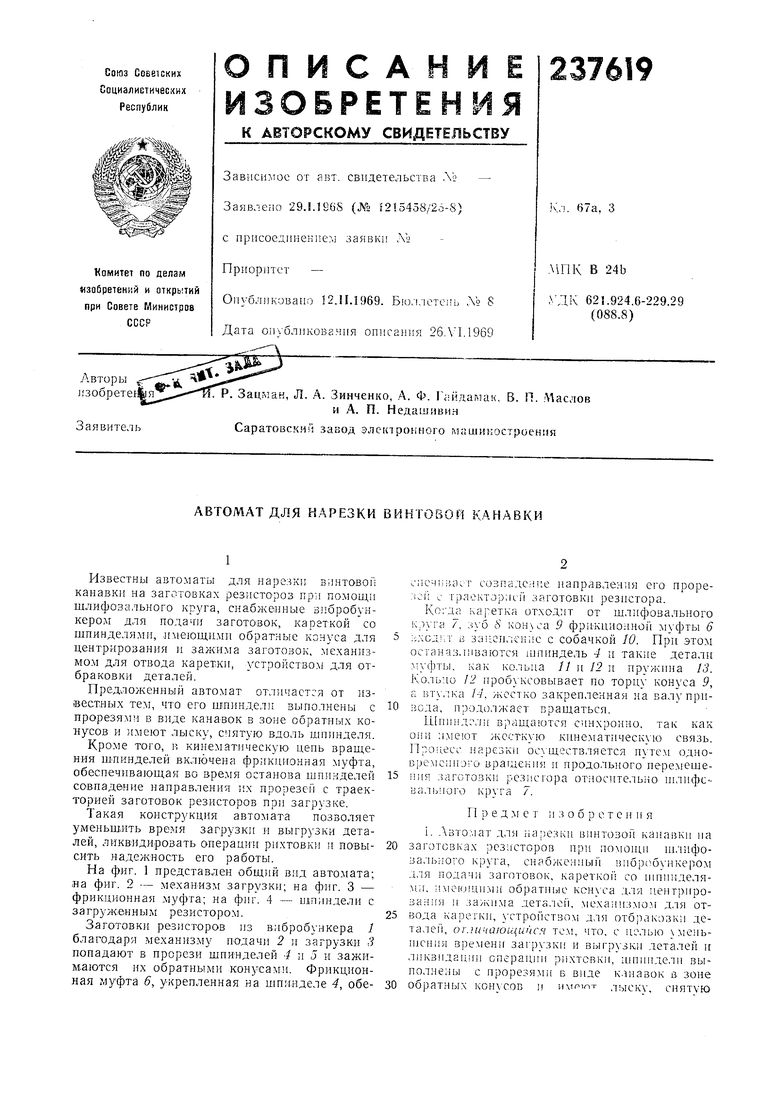
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нарезания винтовой канавки | 1988 |
|
SU1704970A1 |
| Устройство для нарезки спиральной канавки на заготовках резисторов | 1974 |
|
SU513394A1 |
| СТАНОК ДЛЯ НАРЕЗКИ СПИРАЛЬНОЙ КАНАВКИ | 1972 |
|
SU341635A1 |
| Устройство для подгонки пленочных резисторов | 1978 |
|
SU763982A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU437132A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| УСТРОЙСТВО для НАРЕЗАНИЯ РЕЗЬБЫ В ГАЙКАХ | 1973 |
|
SU366941A1 |
| ТОКАРНЫЙ АВТОМАТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1970 |
|
SU261095A1 |
| Устройство для подгонки сопротивлений пленочных резисторов | 1973 |
|
SU475667A1 |
| Уточно-мотальный печаточный автомат | 1959 |
|
SU130379A1 |
.
9и В. 2
11
13 72
