Извес-шы стадии для шлифования ллооких измерительных Л01верх1ностей гу;бОК шта«геецирКулей, на станине которых смонтированы шлифовальная бабка и стол.
Предложенное устройство позволяет автоматизировать нроцесс шлифования и обеспечить симметричность обработки измерительных поверхностей губо-к штангенциркулей.
С этой целью стол станка выполнен из соединенных :между собой винтом с левой и правой резьбой, двух тумб, в которых смонтированы устройства для прав,ки шлифовального круга, состоящие из телескопического вала с шестерней, оправки с закрепленным алмазом, маховика и возвратной пружины.
На фит. 1 изображен предлагаемый стаHOiK, 0|бщий вид и вид сбоку; на фиг. 2 дана кинематическая схема станка; на фиг. 3 - стол станка, лродолыный и поперечный разрез; на фиг. 4 - приапособл-ение для закрепления обрабатываемого изделия; на фиг. 5 - механизм поперечной подачи стола (подачи врезания) и его кулачковый привод; на фиг. 6 - шлифовальная бабка и механизм е возвратно-яоступательного движения.
СтанОК состоит из стола 1, станины 2, шлифовальной бабки 3 с шлифовальным кругом 4 и приспособления 5 для закрепления обрабатываемого изделия.
Стол содержит две тумбы 6 v( 7, соединенные между собой винтом 8 с правой и левой резьбой, две гайки 9 тл 10, и имеет основание 11 и поводок 12.
В ;каж|дой ту;мбе 6 и 7 смонтировано устройство для правки шлифовального крута 4, состояш,ее из телескопического вала 13, шестерни 14, оправки ,15 с нарезанными зубьями, маховика 16 и возвратной пружины 17. В оправке закреплен алмаз 18 для правки шлифовального круга. Приспособление 5 для закрепления обрабатываемого изделия имеет два основания 19 и 20, закрепленные соответственно на 6 и левой 7 тумбах стола 1.
Упоры 21, по которым базируется обрабатываемый штангенциркуль, расположены симметрично по отношению к продольной оси шлифо1вального круга 4. Крепление штангенциркуля производится при ломощи прихватов 22, 23 и 24. При этом рамка штангенциркуля крепится на левом основании 19, а штанга - на правом 20.
Конструкция стола, состоящего из двух частей, позволяет изменять расстояние между тумбами стола, сохраняя симметричность расположения обрабатьтаемых поверхностей по отношению к продольной оси шлифовального круга.
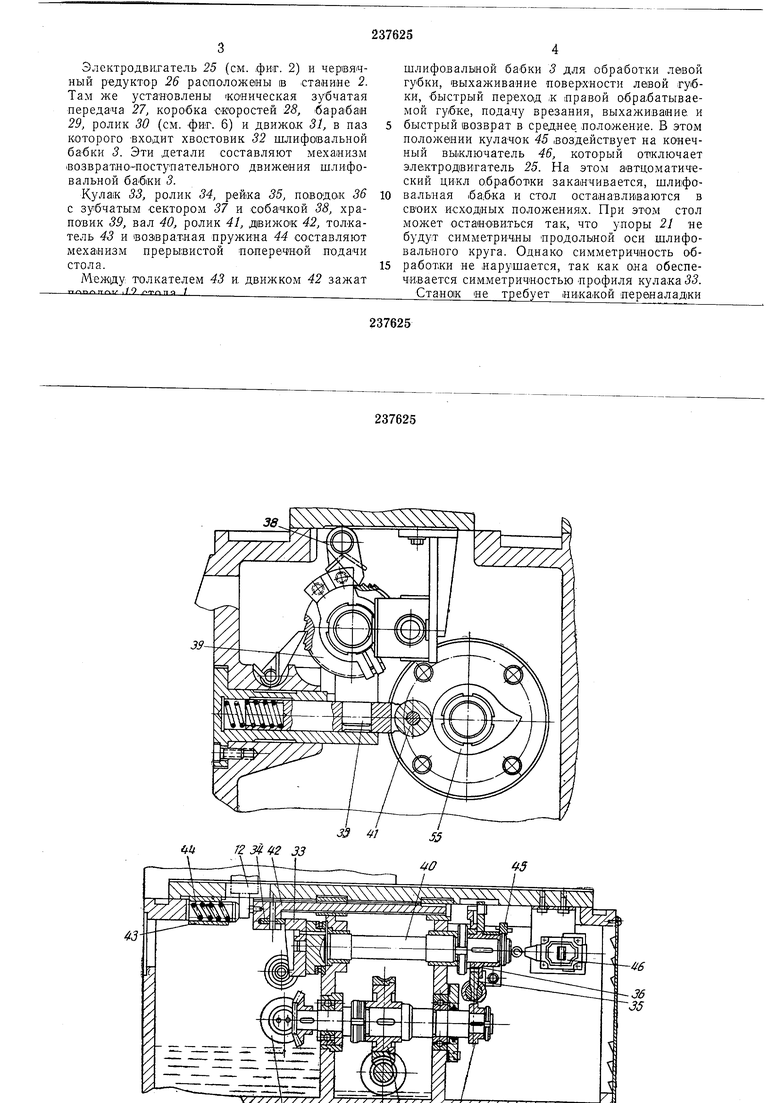
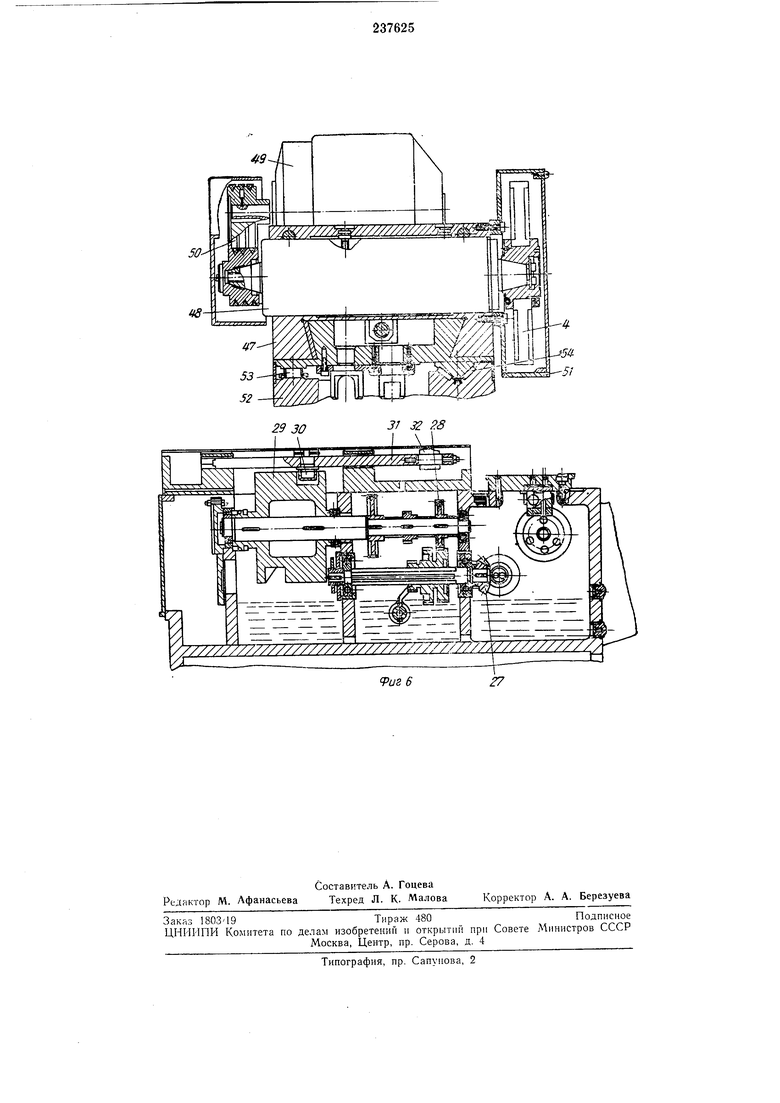
Злектродвагатель 25 (см. фиг. 2) и червячный редуктор 26 расположены в .станине 2. Там же установлены «оиическая зубчатая передача 27, коробка скоростей 28, i6apai6aH 29, ролик 30 (см. фиг. 6) и движок 31, в паз которого ВХОДИТ хвостовик 32 шлифовальной бабки 3. Эти детали составляют механизм 1возвратн0-поступательного движения шлифовальной бабки 3.
Кулак 33, ролик 34, рейка 35, поводов Jo с зубчатым Сектором 37 и :собачкой 38, храповик 39, вал 40, ролик 41, движок 42, толкатель 43 и во3(вратная пружина 44 составляют механизм прерывистой поперечной подачи
стола. Между толкателем 43 и. движком 42 зажат
,/9 Г-ТОПО /
шлифовалыной бабки 3 для обработки левой губки, выхаживание поверхности левой губки, быстрый переход ж правой обрабатываемой губке, подачу врезания, выхаживание и
5 быстрый возврат в среднее. лоло1жение. В этом положении кулачок 45 воздействует на конечный выключатель 46, который отключает электродвигатель 25. На этом автцоматический цикл обр.аботки заканчивается, шлифа0 вальная бабка и стол останавливаются в своих исходных положения1Х. При этом стол может остаНОВЕться так, что упоры 21 не будут симметричны продольной оси шлифовального круга. Однако симметричность обработки не нарушается, так как она обеспечивается симметричностью профиля кулака 55. Станок не требует никакой переналадки
237625
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ПОДАЧИ ШЛИФОВАЛЬНОГО КРУГА | 1972 |
|
SU342741A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| ДВУСТОРОННИЙ ПЛОСКОШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1971 |
|
SU295655A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Станок для шлифования измерительных поверхностей губок штангенциркулей для внутренних измерений | 1983 |
|
SU1119828A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| Устройство для шлифования плоских поверхностей изделий | 1983 |
|
SU1114526A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |

237625
Составитель А. Гоцева Редактор М. АфанасьеваТехред Л. К. МаловаКорректор А. А. Березуева
Заказ 1803-19Тираж 480Подписное
ЦННИПИ Комитета по делам изобретении и открытий при Совете Министров СССР
Москва, Центр, пр. Серова, д. 4
9иг 6
Date : 03/10/2001
Number of pages : 2
Previous document : SU 237630
Next document : SU 237632
