I
Изобретение относится к способам автоматического упраоления процесса(vtH прессовамип и может быть испольэоьано при изготовлении изделий из термореактивяых пр«ссматериалов.
Известен способ управления процессом прессования реактопласта, заключающийся в изменении времени выдержки материала в форме в зайисимости от изменения диэлектрического параметра перерабатываемого материала в форме, в подаче сигнала на окончательное размыкание пресса в момент времени, когда значение диэлектрического параметра, измеряемого в срединных слоях перерабатываемого материала достигает части от величины диэлектрического параметра поверхностного слоя, принимающего постоянное значение после смыкания формы ij
Однако этот способ имеет недостаток, заключающийся в том, что для его осуществления необходимы два датчика, в то время как конструкция прессформы часто не позволяет встроить два емкостных преобраэовзтелядатчика.
Наиболее близким из известных способов по технической сущности является способ управления процессом
прессования реактопласта, эаключаю1Щ1йся в изменении времени выдержки в зависимости от диэлектрического параметра перерабатьшаемого материала в форме f2j.
Указанный способ предусматривает
1.Периодическое (раз в 1-2 мии) измерение среднего по толщиие фактора диэлеткрических потерь (О) и
скорость его изменеиин в процессе отверждения. о
2.Определение момента времени (о), когйа D начинает увеличиваться или имеет максимум.
3. Приложение давления в момент
времени to4.Определение мсмеита времени l , когда прекращается изменение DX
5.Подача сигнала на размыкание пресс., в момент времени t .
Недостатки способа заключаются в следующем:
1. Не определен точно момент воздействия пуансоном на пресскомпозицию.
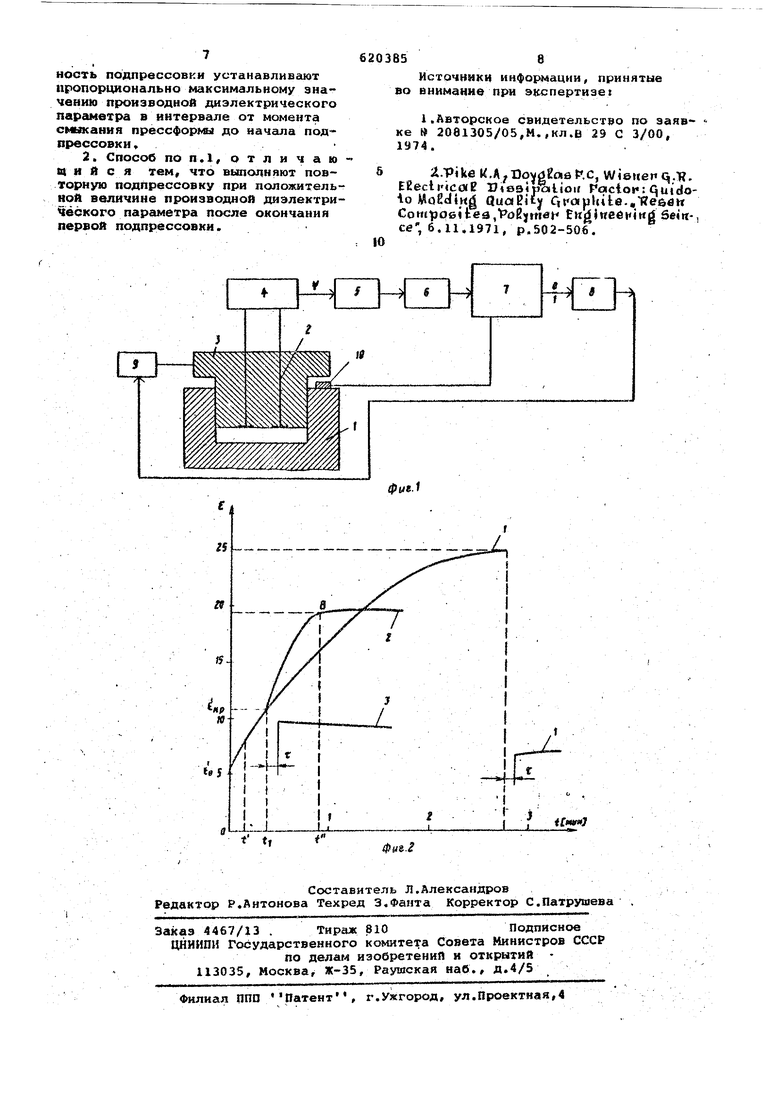
Эксперименты показывают, что в начале увеличения диэлектрического параметра материал прогрет не полиостью и подпрессовку проводить рано, а в момент прохождении пика диэлектрического параметра отверждение почти полностью закончено и подпрессовку проводить поздно. 2. Сг1особ не позволяет определит длительность подпрессовки и их количество. Указанные недостатки способа не позволяют в полной мере удалить летучие продукты реакции и влагу из изделия, что приводит к ухудшению диэлектрических свойств готового из делия , Завьпаенное количество подпре совок приводит к неоправданному износу оборудования. Цель изобретения У-пучшение диэлектрических свойств готовых изделий. Это -достигается тем, что в извес ном способе управления процессом прессования реактопласта, заключающемся в изменении времени выдержки в зависимости от диэлектрического параметра перерабатываемого материа в форме,дополнительно определяют зн чение диэлектрического параметра в момент полного смыкания прессформы, умножают полученную величину на коэффициент,зависящий от марки пере рабатываемого материала, принимают полученную величину в качестве заданной,сравнивают текущую величин диелектрического параметра в форме с указанной заданной и при равенстве упомянутых величин выполняют под прессовку, причем длительность подпрессовки устанавливают пропорционально максимальному значению произ водной диэлектрического параметра в интервале от момента смыкания пресс формы до начала подпрессовки. Другим отличием способа является то, что выполняют повторнук подпрес совку при положительной величине производной диэлектрического параметра после окончания первой подпрессовкиНа фиг.1 показана блок-схема сис темы управления. На фиг.2 показано изменение диэлектрической проницаемости в зависимости рт времени для материала без .отвердителя (кривая 1) и с отвердителем (кривая 2), изменение ди электрической проницаемости при вы полнении подпрессовки в момент начал химической реакции (кривая 3). Сущность изобретения состоит в том, что в момент полного смыкания прессформы, определяют значение диэлектрического параметра V и в момент времени t, когда текущее значение диэлектрического параметра станет равным Wp j, К (где К коэффициент, зависящий от марки материала) , выполняют п ервую подпрессовку длительностью: HdtUax где IK i - константа выбираемая экспериментально5 . 4 dV/dtlHiaf максимальное значение производной по времени до времени ii Необходимость повторной подпрессовки оценивают по двум ограничениям1, К моменту начала повторной подпрессовки i материал должен находиться в пласт 1чном состоянии т.е. должно выполняться условие: где i J, - период времени, в течении которого материал находится в пластичном состоянии при данной температуре переработки. Эта величина является постоянной для данного материала, ее определяют заранее на пластомёре. 2. Скорость изменения диэлектрического параметра после окончания первой подпрессовки должна быть больше О, т.е. в случае не соблюдения одного из условий подпрессовка заканчивается Если оба условия выполняются, то вторая подпрессовка выполняется длительностью, определенной для первой подпрессовки. Экспериментально установлено, что. наиболее благоприятные условия для удаления из материала летучих создаются в момент времени, когда материал прогрет до температуры начала реакции (Тнр). Для каждого материала - своя температура Тцр . непрерывное измерение диэлектрического параметра Ц дает возможность рассчитать значение диэлектрического параметра начала реакции цр сразу же после полного смыкания прессформы. Для э.того начальное значение диэлектрического параметра умножают на коэффициент К, зависящий от теплофизических характеристик перерабатываемого материала и температуры начала реакции. Коэффициент К - величина постояннная для данного материала и может быть рассчитана, заранее. Для проверки работоспособности предлагаемого способа управления, в пуансон пластомера был встроен емкостной датчик, сигнал с которого подавался на измеритель koмплeкcнoй диэлектрической проницаемости (ИКДП). Сигнал с измерителя подавался на самописец, который регистрировал; диэлектрическую проницаемость,) , коэффициент диэлектрических Ьотерь (с) и модуль высокочастотной проницаемости {уV Пластомер позволяет определить время нахождения материала в пластичн 1 со&тоянии при данной температуре переработки. С целью выявления основных фйзико-химиSческих процессов влияющих на измене ние е были проведены опыты с материалом, имеющим отверждающие компоненты и без них. Кривая 1 (фиг.2) характеризует только прогрев материала до температуры переработки и увеличение € определяется нагревом влаги и летучих компонентов смолы, В конце прогрева ( была сделана подпрессовка, выпущены летучие компононты и при повторном смыкании значение резко уменьшилось н больше не изменялось. Кривая 2 до точки А совпадает с кривой 1 и харак теризует прогрев материала до температуры начала реакции. После точки А по всему объему изделия начинает идти экзотермическая реакция, сопровождающаяся выделением летучих продуктов реакции и поликонденсационной влаги, вследствие чего резко увеличивается, в районе точки В происходит почти полное отверждение материала и кривая выходит на гори.зонтальный участок. Подпрессовки проводились в моменты времени i-, , -t. После подпрессовки в точке i , когда материал еще мало прогрет и летучих компонентов, способных выделяться из массы материала, мало, изменение Спо времени почти полностью повторяет кривую 1. Подпрессовка в точке t также недает умень шения значения , так как отверждение уже почти полностью закончилось и летучие продукты и влага зажаты в материале изделия и не имеют возможности выделяться. Подпрессовка в точке А наилучшим образом повлияла на процесс выделения летучих из материала и повторной подпрессовки не требовалось. Это указывает на то, что выполнение подпрессовки в момент, когда начинается химическая реакция, не только улучшает качество получаемого изделия, но и сокращает число подпрессовок до минимума. В данном примере приведено
изменение диэлектрической проницаемости g: , хотя в качестве величины, характеризующей отверждение материала, могут быть выбраны такие величины как с, у или тангенс угла диэлектрических потерь ig & . ,
Блок-схема (фиг.1) представляет техническую реализацию предлагаемого способа. Прессформа содержит матрицу 1 и емкостной датчик 2, встроенный в пуансон 3. Измеритель 4 комплексной диэлектрической проницаемости определяет свойства материала, находящегося в прессформе. Аналоговы сигнал с измерителя 4 подается на преобразователь 5 аналог-код , а, качестве которого возможно использование цифрового вольтметра типа Ф200/1. С помощью интерфейсного блок 6 код с преобразователя 5 вводится
1. Способ управления процессе прессования реактопласта, закЛючаю1ЧИЙСЯ в изменении времени выдержки в зависимости от диэлектрического параметра перерабатываемого материала в форме, отличающийся тем, что, с целью улучшения диэлектрических свойств готового изделия, определяют значение диэлектрического параметра а момент полного смыкания прессформы, умножают полученную величину на коэффициент, зависящий от марки перерабатываемого материала, принимают полученную величину в качестве заданной, сравнивают текущую величину диэлектрического параметра В форме с указанной заданной и при равенстве упомянутых величин выполняют подпрессовку, причем длитель85порциями по восемь бит в управляющую вычислительна машину 7 типа 15ВСИ-5. Одна из выходных шин машины 7 соединена с полупровод иковым реле 8,которое управляет гидропроводом 9 подъема пуансона. Прессформа имеет датчик 10 смыкания, сигнал с которого подается на машину 7.Для формирования временных интервалов машина 7 снабжена дополнительным внешним устройством - таймером. Способ управления в виде программ вь ислвний (в том числе с подпрограммой вычисления производной) .записан впамяти машины 7. Включение гидропровода 9 для первоначального смыкания прессформы производится КНОПКОЙ, находящейся на панели машины 7. работает следующим образом. В момент полного смыкания прессформы на вычислительную машину 15 ВСМ-5 приходит сигнал от датчика 10 и в оперативной памяти записывается число, соответствующее значению (J/P . Непрерывно сравнивается текущее значение (f и Vo кроме того непрерывно вычисляется d . В момент совпадения V. k и 1|) на выходе устройства 7 формируется ступенчатый сигнал с амплитудой, равной 1 и длительностью , расчитанной по формуле , -.-ш. Все время 11 пуансон пресса будет в поднятом состоянии, т.е. будет осуществляться подпрессовка. Испытание изобретения в промышленных условиях показало, что выполнение подпрессовки в момент начала химической реакции позволило улучшить диэлектрические свойства готовых изделий на 5-7%, а сокращение числа подпрессовок с 3 до 1 позволит увеличить и-зносостойкость пресформы на 7-9%, Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом прессования изделий из стеклонаполненного реактопласта в прессформе | 1977 |
|
SU639722A1 |
| Способ управления процессом прессования изделий из реактопластов | 1974 |
|
SU532852A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА | 1994 |
|
RU2037418C1 |
| Способ управления процессом прессованиядЕТАлЕй из ТЕРМОРЕАКТиВНОгО МАТЕРиАлА | 1979 |
|
SU852608A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКОГО ОБТЕКАТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2668041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛОВОГО ВКЛАДЫША | 1990 |
|
RU2061594C1 |
| Прибор для определения пластичности и скорости отверждения пластических масс | 1940 |
|
SU61999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1995 |
|
RU2099190C1 |
| Способ компрессионного прессова-Ния КРупНОгАбАРиТНыХ издЕлий изплАСТМАСС | 1979 |
|
SU835769A1 |
| Кольцевой динамический реометр | 1989 |
|
SU1711036A1 |
