1
Изобретение относится к способам контроля и регулирования параметров процесса прокатки.
Известен способ измерения прогиба рабочих валков при прокатке, включающий измерение собственного прогиба рабочего валка и измерение равномерного сплющивания валков. Собственный прогиб рабочего валка определяют путем измерения взаимного положения шеек рабочих и опорных валков, а сплющивание измеряют по усилию прокатки. Измерение полного прогиба рабочего валка по известному способу сложно и неточно.
С целью получения сигнала полного прогиба рабочего валка для систем автоматического регулирования поперечной разнотолщинности полосы одновременно измеряют угол поворота щейки рабочего валка относительно станины клети и расстояние от осевой линии клети до точки измерения угла поворота.
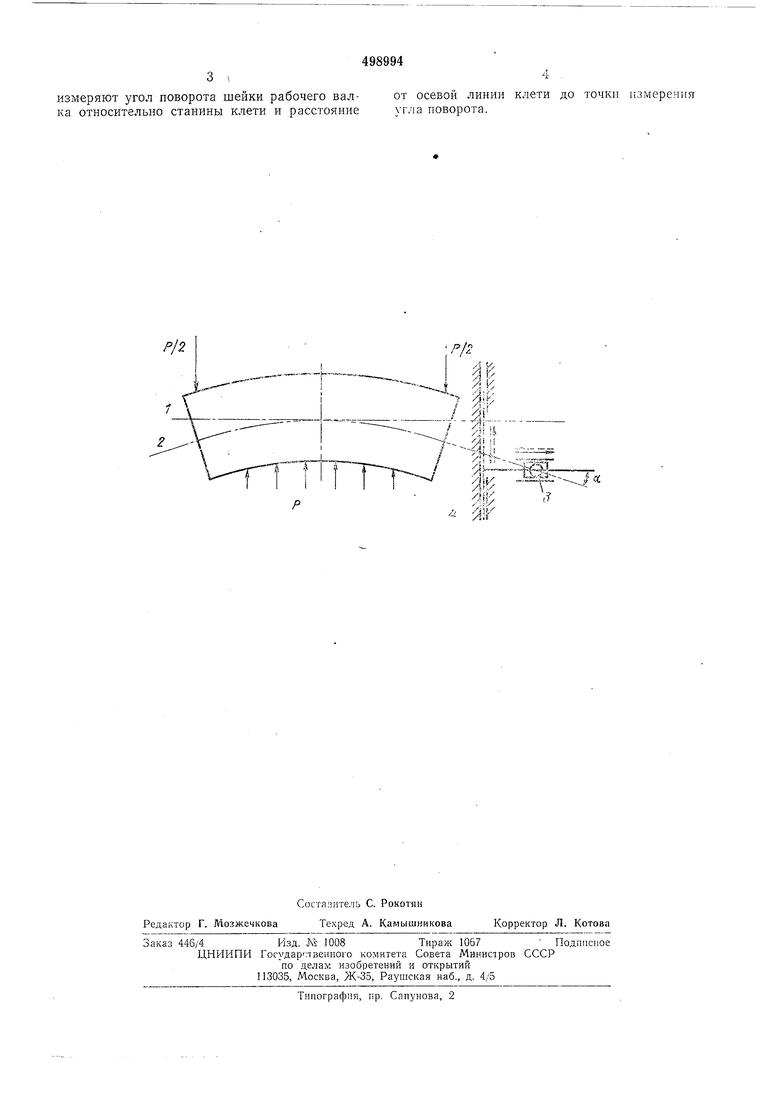
На чертеже показана схема измерения по предлагаемому способу.
При отсутствии полосы в валках отсутствует их изгиб, а нейтральная ось, проходящая через бочку и шейки каждого рабочего валка, представляет прямую линию 1. Шейки валков при этом находятся в нейтральном положении, соответствующем линии 1.
При появлении полосы в валках и усилия прокатки Р происходит изгиб валков и нейтральная ось каждого валка занимает положение 2. Шейки валков при этом не изгибаются, а проседают в направлении усилия прокатки и одновременно поворачиваются в этой же плоскости на угол ее по отнощению к своему первоначальному положению.
На щейке валка расположены измерители 3 угла поворота. Одновременно измеряют расстояние от измерителя до станины 4.
Предложе1П1ый способ измерения изгиба валков при прокатке может быть реализован в устройстве измерения изгиба рабочих валков при прокатке. Полученный по такому способу сигнал полпого прогиба рабочих валков может быть использован в системах автоматического регулирования поперечной разнотолщинности полосы.
Формула изобретения
Способ измерения прогиба рабочих валков при прокатке, включающий измерение собственного прогиба рабочего валка и измерение равномерного сплющивания валков, отличающийся тем, что, с целью получения сигнала полного прогиба рабочего валка для систем автоматического регулирования поперечной разнотолщинности полосы, одновременно 3 1 измеряют угол поворота шейки рабочего валка отиосительно станииы клети и расстояиие 4 от осевой линии клети до точки измерения угла поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения прогиба бочек рабочих валков при прокатке | 1978 |
|
SU766690A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| ВСЕСОЮЗНАЯ I | 1970 |
|
SU282262A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Устройство для прокатки полосового материала | 1983 |
|
SU1309906A3 |
| СПОСОБ ИЗМЕРЕНИЯ СПЛЮЩИВАНИЯ РАБОЧЕГО ВАЛКА | 1969 |
|
SU238496A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОЙ РАЗНОТОЛЩИННОСТИ ПОЛОСЫВ ПТБ''•-т^ С:У>&'^^Г8ТЙЙЧ-'^'.Щ у :jaJ!l.^t I 00 | 1973 |
|
SU435018A1 |
| В. Н. Хлопонин и В. П. ПолухинМосковский ордена Трудового Красного Знаменн институт стали и сплавов | 1971 |
|
SU310707A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
