Известно устройство для регулирования толщины, включающее датчик давления прокатки и гидроцилиндры, установленные между подушками рабочих валков.
Недостатком существующих систем я вляется -неточность сигнала регулирования профиля валков. Полная нагрузка на рабочую клеть, измеряемая месдозами, не отражает неравномерного распределения нагрузки по длЕне бочки валкюв, играющего основную роль при регулировании профиля рабочих валков.
В предлагаемом устройстве с целью устранения указанных недостатков введены датчики сплющивания валков, блок разделения сигнала датчика давления на сигналы прогиба опорных валков и равномерного Сплющивания валков и блок отнощения величин неравномерного сплющивания валков и прогиба опорных валков.
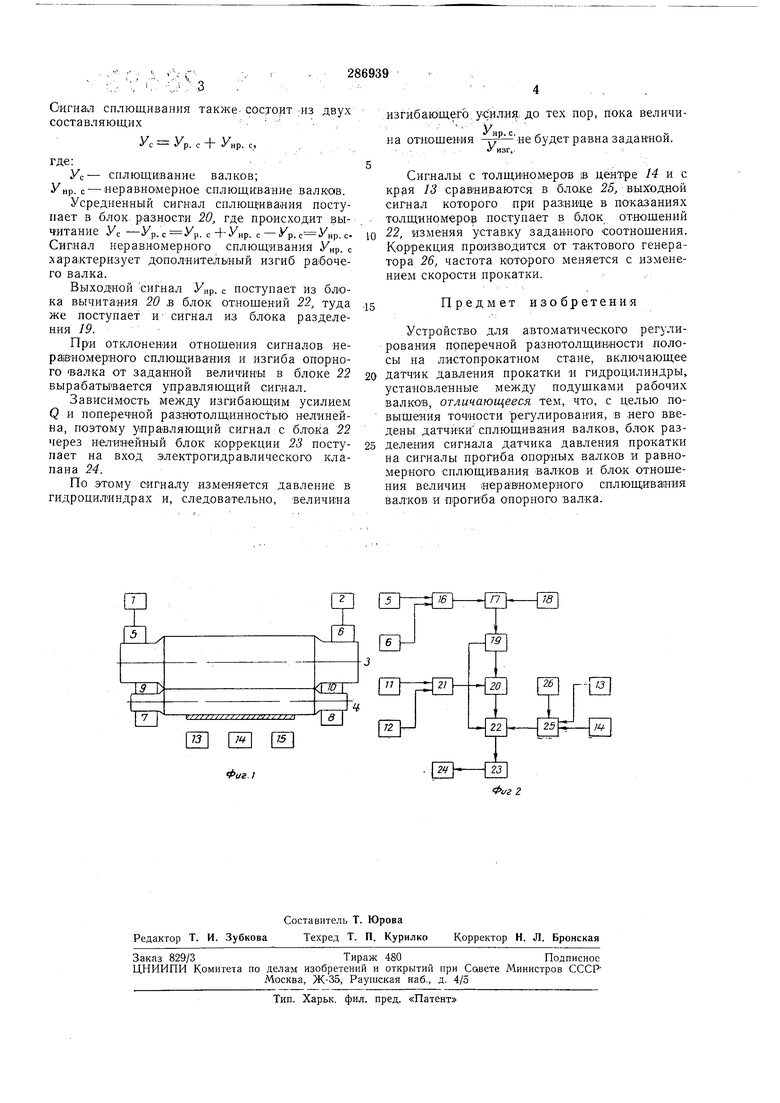
На фиг. 1 приведена схема предлагаемого устройства; на фиг. 2 - блок-схема работы устройства.
Усилия при прокатке передаются на нажимньге винтьг /, 2 через опорные 3 и рабочие 4 валки. Усилия, действующие на винты, преобразуются п преобр азователях 5, 6.
дои стороны установлены датчики сплющивания валков 9, 10 с преобразователями 1J и 12. Выходная толщина по щирине полосы измеряется толщиномерами 13, 14, 15.
Работает устройство следующим образом.
Сигналы с преобразователей 5, 6 усредняются в блоке 16 и сравниваются с сигналом памяти усилий в блоке сравнения 17. В блоке памяти 18 записывается сигнал, соответствующий усилию, необходимому для прокатки при данных технологических условиях.
Выходной сигнал
с блока сравнения 17 разделения 19 на два разделяется в блоке сигнала:
изг. --л:.р у. с -л:оЯ,
где: УИЗГ. - изгиб опорного валка; У р. с
равномерное сплющивание опорного и рабочего валков; Р - усилие нажимных винтов; ККч - коэффициенты пропорциональности, определяемые экспериментально или путем расчета по формулам сопротивления материалов для изгиба двухонорной балки и равномерного сближения двух цилиндров.
Оигнаит сплющивания также-состоит-из двух составляющих
УС У р. с Г нр. С)
где:
УС- сплющивание валков; Унр. с - «еравномерное сплющнвание валков.
Усредненный сигнал сплющивания поступает в блок,разности 20, где происходит вычитание УС Ур.. с+Унр. с - Ур.. с.
Сигнал неравномерного сплющивания Унр. с характеризует дополнительный изгиб рабочего валка.
Выходной сигнал У„р. с поступает из блока вычитания 20 в блок отношений 22, туда же поступает И сигнал из блока разделения 19.
При отклонении отношения сигналов неpaiBHOMepHoro сплющ:ивания и изгиба опорного Валка от заданной величины в блоке 22 БЫрабатывается управляющий сигнал.
Зависимость между изгибающим усилием Q и поперечной разнотолщ.инностью нелинейна, поэтому управляющий сигнал с блока 22 через нелинейный блок коррекции 23 поступает на вход электрогидравлического клапана 24.
По этому сигналу изменяется давление в гидроцилиндрах и, следовательно, величина
изгибающего, усидиЯ: до тех пор, пока величиУнп. с. .J
на отношения -гг не будет равна заданной.
,.;
Сигналы с толщиномеров .IB .центре /4 и с края 13 сравниваются в блоке 25, выходной сигнал которого при разнице в нОказаниях толщиномеров ностунает в блок отнощений 22, изменяя уставку заданного Соотношения. Коррекция производится от тактового генератора 26, частота которого меняется с изменением скорости ирокатки.
Предмет изобретения
Устройство для автоматического регулирования поперечной разнотолщинности полосы на листопрокатном стане, включающее
датчик давления прокатки и гидроцилиндры, установленные между подушками рабочих валков, отличающееся тем, что, с целью повышения точности регулирования, в него введены датчикисплющивания валков, блок раздел-ения сигнала датчика давления прокатки на сигналы прогиба опорных валков и равномерного сплющи вания валков и блок отношения величин неравномерного сплющивания валков и прогиба опорного валка.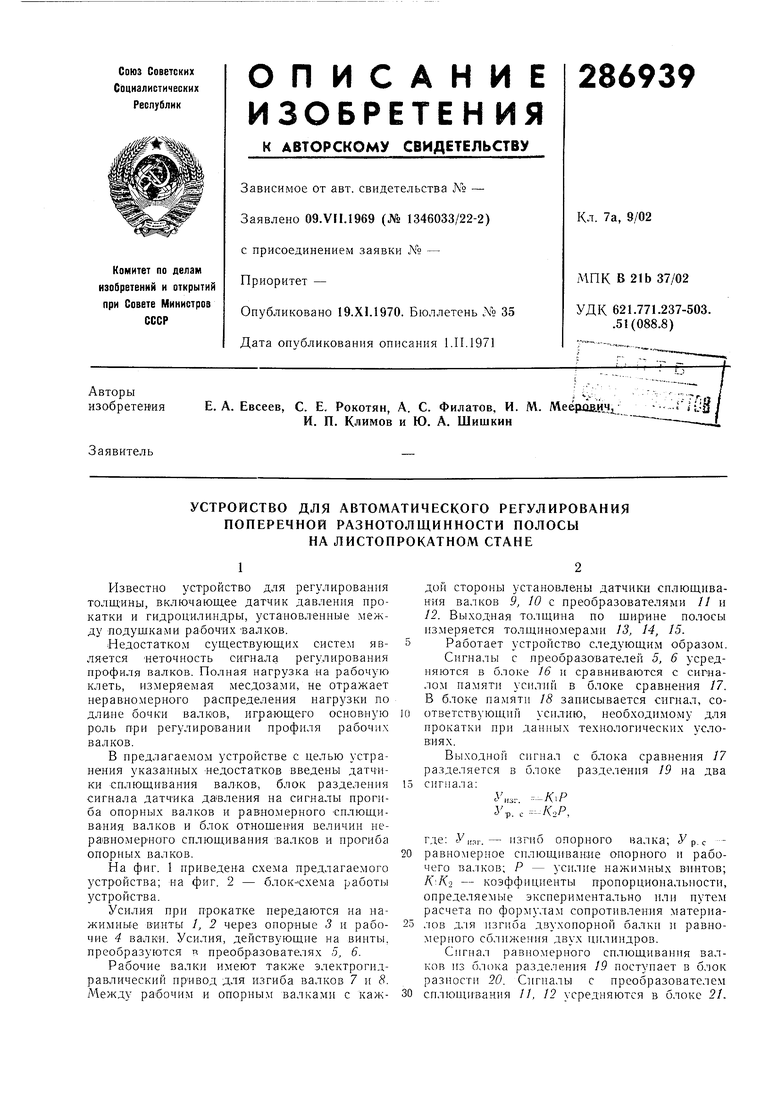
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ I | 1970 |
|
SU282262A1 |
| СПОСОБ ИЗМЕРЕНИЯ СПЛЮЩИВАНИЯ РАБОЧЕГО ВАЛКА | 1969 |
|
SU238496A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОЙ РАЗНОТОЛЩИННОСТИ ПОЛОСЫВ ПТБ''•-т^ С:У>&'^^Г8ТЙЙЧ-'^'.Щ у :jaJ!l.^t I 00 | 1973 |
|
SU435018A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ ПРИ ПРОКАТКЕ | 1972 |
|
SU356005A1 |
| Устройство для регулирования поперечной разнотолщинности при прокате листа | 1975 |
|
SU599867A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Система регулирования профиля полосы | 1978 |
|
SU685375A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Устройство для установки межвалковогозАзОРА B пРОКАТНОй КлЕТи | 1979 |
|
SU820952A1 |
