О)
Изобретение относится к черной и цветной металлургии и может быть.использовано при горячей и холодной прокатке листов из сталей и цветных металлов и сплавов.
Цель изобретения - упрощение средств регулирования при уменьшении поперечной разнотолщинности листа.
На фиг. 1 изображена клеть для реализации способа; на фиг. 2-4 - схемы нагру- жения рабочего валка; на фиг. 5-7 - гра- фики величин прогибов, приведенные для доказательства оптимальности параметров предлагаемого способа.
Лист I деформируют два приводных рабочих валка 2 и 3. В подушках 4 установлены консольные опорные валки 5, положение которых определено нажимными устройствами 6 в станине 7. Имеются мессдозы 8 для измерения сил. Подушки валков можно поворачивать гидравлическими цилиндра- ми 9. ,
В процессе непрерывной прокатки контролируют размеры листа и распределение температуры по его ширине. Контролируют с помощью роликовых устройств и распределение натяжения по ширине листа. От листа к листу его ширина может изменяться и целесообразно изменять точки контакта рабочих и опорных валков с целью их оптимизации. Прогиб рабочих валков, определяю- одих профиль листа 1 и его поперечную раз- нотолпшнность, определяется дифференци- альным уравнением
tfcVC) J4()()
(1)
где ())-прогиб;
X - координата, т.е. расстояние от ле- 35
вого конца балки {фиг. 2-4); М(к) - изгибающий момент;
E модуль упругости материала валка
7 -± --VinMPHT ННЙПГГНи ГГПИ ПНЯЛЛРТПР Н
4
момент инерции при диаметре d.
Краевые условия W 0, при х а и х 1-а должны быть выбраны из условия оптимизации по минимуму поперечной разнотолщинности, т.е. различия прогибов по краям листа и в его центре (перемещения точек М и N, фиг. 1, из-за деформации станин, подушек опорных валков 5 и т.д. изменяют только продольную разнотолщинность).
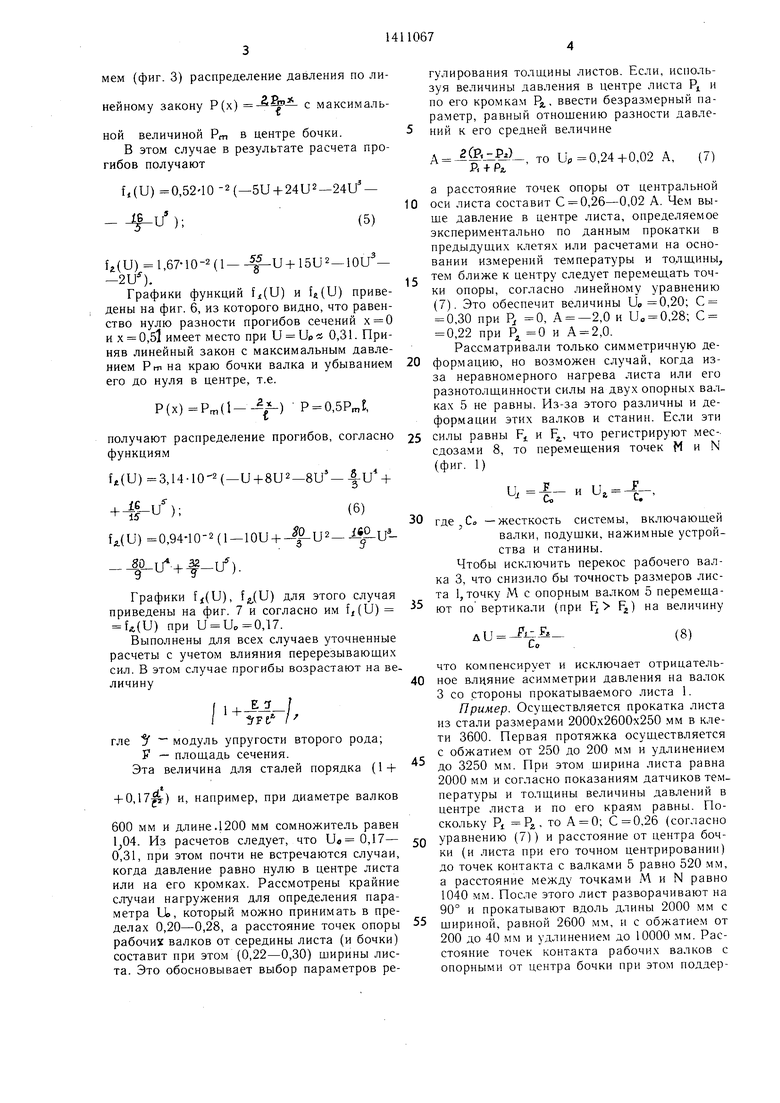
Рассмотрим три схемы нагружения рабочего валка. При действии равномерной постоянной нагрузки (фиг. 2) и силе Р прогиб концов балки (точки А)
- 07( + ) (2) а ее середины (точки В) ,
W, Pl g( + 9GU2-64U -
16U ),
(3)
где -конструктивный
мерный параметр.
Можно записать
безраз
Q
5 0
Q
5
5
0
5
0
5
W, f.(U) и W, ffJU), где безразмерные функции ft(U) и fi(U) характеризуют влияние координат опорных точек балки на ее прогиб и поперечную разнотолщинность проката.
В случае Р -г- const
fi(U) 4,15-10-2 (U-6U2-heif+u); ft(U) 0,26-10-2 (5--40U-f 96U2-641/- -IW)(4)
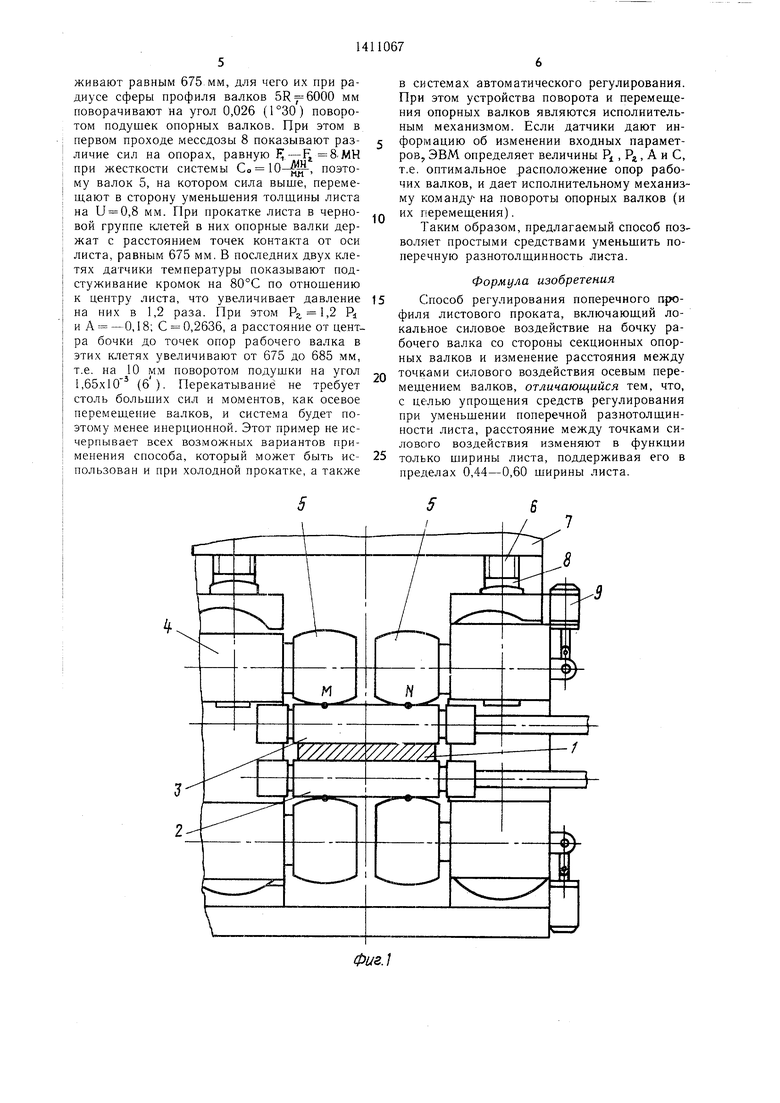
Графики функций f(U)102 приведены на фиг., 5, кривые в и b характеризуют линии, соответствующие fi(U) и f(U).
Видно, что при сближении опор прогиб W возрастает, затем убывает, становится равным нулю (при U«0,215), меняет знак и возрастает (до f/(U) 0,78-10-2 при опоре в центре балки). Прогиб W при этом убывает и при ,25 также меняет знак. Оптимальный, с точки зрения уменьшения разнотолщинности между краями и центром балки, случай имеет место при Uo 0,23, тогда fi(U) f2.(U). Прогибы в центре и по краям в этом случае равны, максимум разнотолщинности имеет место не между центром листа, и его кромками, а между центром и толщиной в промежуточных сечениях, а сама разнотолпшнность очень мала. Прогиб ,5xlO при U ,23, он меньше, чем при опоре бочки валков 2 и 3 по краям, в 51 раз и меньще, чем при опоре рабочего валка в его центре, в 31 раз. Переход к управлению толщиной листа перемещением точек опоры но бочке рабочего валка в их оптимальном диапазоне дает выигрыш в уменьщении поперечной разнотолщинности (30-50 раз). В известном способе при обычной конструкции клети можно так спрофилировать опорные валки, чтобы рабочие валки были оперты на них в сечениях, расположенных на 0,5 (1-Uo) 0,385 от центра бочки, т.е. иметь оптимальные условия взаимодействия валков, но они нарушатся при переходе к прокатке листа другой ширины, так как изменить точки опоры без механообработки опорных валков (или применении сложных систем противоизгиба) нельзя. В предлагаемом же способе перекатыванием опорных валков по рабочим легко сохранить оптимальные условия при различных величинах ширины листов. Фактически распределения давления по ширине бочки валков может не быть равномерным и его .можно оценить как отклонения от такой идеализированной схемы, которые могут повлиять на эффективность предлагаемоно способа. Примем (фиг. 3) распределение давления по линейному закону Р(х) с максимальной величиной РГП в центре бочки.
В этом случае в результате расчета прогибов получают
f,(U) 0,52-10 -2(-5U + 24U2-24U - -4f-U );(5)
f(U) 1,67-10-2 (1- Л-U + 15U2 -20).
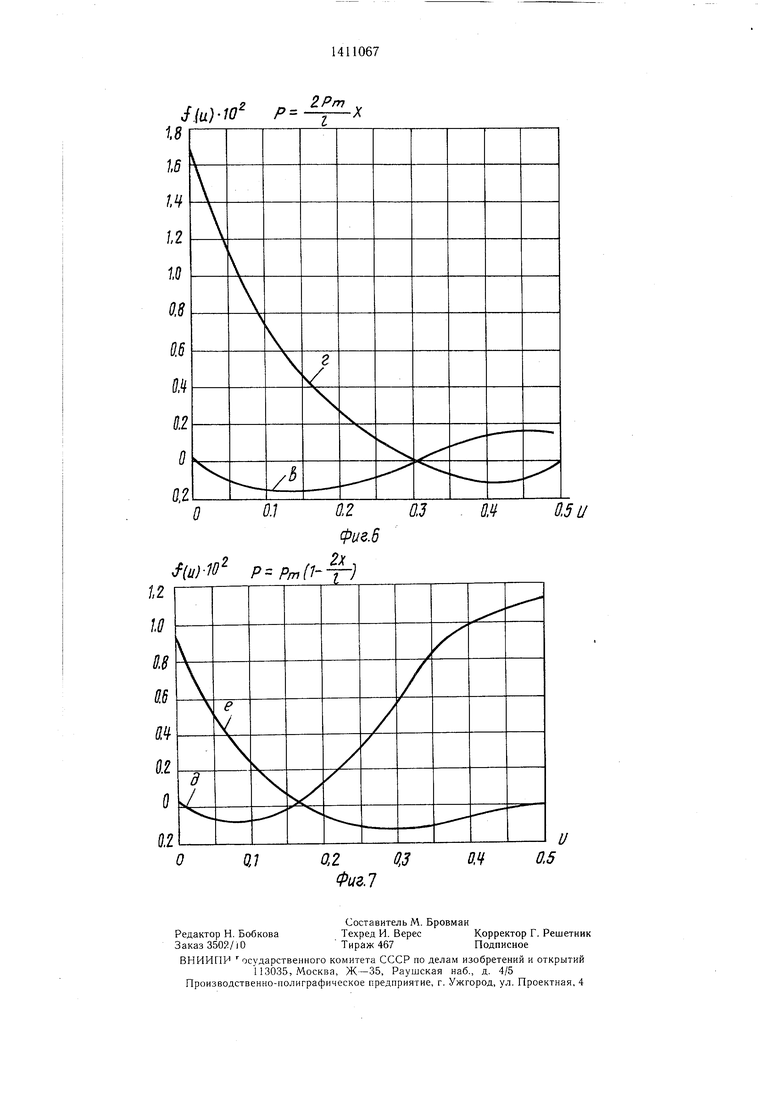
Графики функций fi(U) и {a(U) приведены на фиг. 6, из которого видно, что равенство нулю разности прогибов сечений х 0 и X 0,51 имеет место при U Up « 0,31. Приняв линейный закон с максимальным давлением Рт на краю бочки валка и убыванием его до нуля в центре, т.е.
Р(х)Ргг,(1--) Р 0,5Р,
получают распределение прогибов, согласно функциям
U(U)3,14-102(-U+8U2-8U --|-U4
-f
iC
15
-и );
f (U) 0,94-10-2(1 -lOU-f- 5-U2--i 5-и j
.+ U-)
Графики fi(U), f2,(U) для этого случая приведены на фиг. 7 и согласно им (и) U(U) при и Up 0,17.
Выполнены для всех случаев уточненные расчеты с учетом влияния перерезывающих сил. В этом случае прогибы возрастают на величину
I 1 1 Ft /
гле j модуль упругости второго рода;
F - площадь сечения. Эта величина для сталей порядка (1-f
.«
-f 0,17) и, например, при диаметре валков
600 мм и длине.1200 мм сомножитель равен . Из расчетов следует, что ,17- 0,31, при этом почти не встречаются случаи, когда давление равно нулю в центре листа или на его кромках. Рассмотрены крайние случаи нагружения для определения параметра Uo, который можно принимать в пределах 0,20-0,28, а расстояние точек опоры рабочих валков от середины листа (и бочки) составит при этом (0,22-0,30) щирины листа. Это обосновывает выбор параметров ре
гулирования толщины листов. Если, используя величины давления в центре листа Р и по его кромкам Pg, ввести безразмерный параметр, равный отнощению разности давле- 5 НИИ к его средней величине
А , то Up 0,24+0,02 А, (7)
а расстояние точек опоры от центральной
10 оси листа составит С 0,26-0,02 А. Чем выше давление в центре листа, определяемое экспериментально по данным прокатки в предыдущих клетях или расчетами на основании измерений температуры и тоутщины,,
с тем ближе к центру следует перемещать точки опоры, согласно линейному уравнению (7). Это обеспечит величины Uo 0,20; С 0,30 при Р 0, А -2,0 и и„ 0,28; С 0,22 при Р. 0 и А 2,0.
Рассматривали только симметричную де20 формацию, но возможен случай, когда из- за неравномерного нагрева листа или его разнотолщинности силы на двух опорных валках 5 не равны. Из-за этого различны и деформации этих валков и станин. Если эти
25 силы равны Е и Е.,, что регистрируют мес-- сдозами 8, то перемещения точек М и N (фиг. 1)
и,1- и U, J-,
30 где .,Со -жесткость системы, включающей валки, подущки, нажимные устройства и станины.
Чтобы исключить перекос рабочего валка 3, что снизило бы точность размеров листа 1, точку М с опорным валком 5 перемеща- ют по вертикали (при 1 Е) на величину
ди
Uo
(8)
что компенсирует и исключает отрицательное влияние асимметрии давления на валок 3 со стороны прокатываемого листа 1.
Пример. Осуществляется прокатка листа из стали размерами 2000x2600x250 мм в клети 3600. Первая протяжка осуществляется с обжатием от 250 до 200 мм и удлинением
до 3250 мм. При этом щирина листа равна 2000 мм и согласно показаниям датчиков температуры и толщины величины давлений в центре листа и по его краям равны. Поскольку Pi Р2, то А 0; С 0.26 (согласно
уравнению (7)) и расстояние от центра бочки (и листа при его точном центрировании) до точек контакта с валками 5 равно 520 мм, а расстояние между точками М и N равно 1040 мм. После этого лист разворачивают на 90° и прокатывают вдоль длины 2000 мм с
щириной, равной 2600 мм, и с обжатием от 200 до 40 мм и удлинением до 10000 мм. Расстояние точек контакта рабочих валков с опорными от центра бочки при этом поддерживают равным 675. мм, для чего их при радиусе сферы профиля валков 5R 6000 мм поворачивают на угол 0,026 (1°30) поворотом подушек опорных валков. При этом в первом проходе мессдозы 8 показывают различие сил на опорах, равную J,-1 8.МН при жесткости системы Со 10-, поэтому валок 5, на котором сила выше, перемещают в сторону уменьшения толш.ины листа на и 0,8 мм. При прокатке листа в черновой группе клетей в них опорные валки держат с расстоянием точек контакта от оси листа, равным 675 мм. В последних двух клетях датчики температуры показывают под- стуживание кромок на 80°С по отношению к центру листа, что увеличивает давление на них в 1,2 раза. При этом Р 1,2 Rt и А - 0,18; С 0,2636, а расстояние от центра бочки до точек опор рабочего валка в этих клетях увеличивают от 675 до 685 мм, т.е. на 10 мм поворотом подушки на угол 1,65x10 (б ). Перекатывание не требует столь больших сил и моментов, как осевое перемеихение валков, и система будет поэтому менее инерционной. Этот пример не исчерпывает всех возможных вариантов применения способа, который может быть использован и при холодной прокатке, а также
в системах автоматического регулирования. При этом устройства поворота и перемещения опорных валков являются исполнительным механизмом. Если датчики дают информацию об изменении входных параметров, ЭВМ определяет величины Р , Р, А и С, т.е. оптимальное расположение опор рабочих валков, и дает исполнительному механизму команду- на повороты опорных валков (и
их перемещения).
Таким образом, предлагаемый способ позволяет простыми средствами уменьшить поперечную разнотолщинность листа.
Формула изобретения
Способ регулирования поперечного профиля листового проката, включающий ло- каль.ное силовое воздействие на бочку рабочего валка со стороны секционных опорных валков и изменение расстояния между точками силового воздействия осевым перемещением валков, отличающийся тем, что, с целью упрощения средств регулирования при уменьшении поперечной разнотолщин- ности листа, расстояние между точками силового воздействия изменяют в функции
только ширины листа, поддерживая его в пределах 0,44-0,60 ширины листа.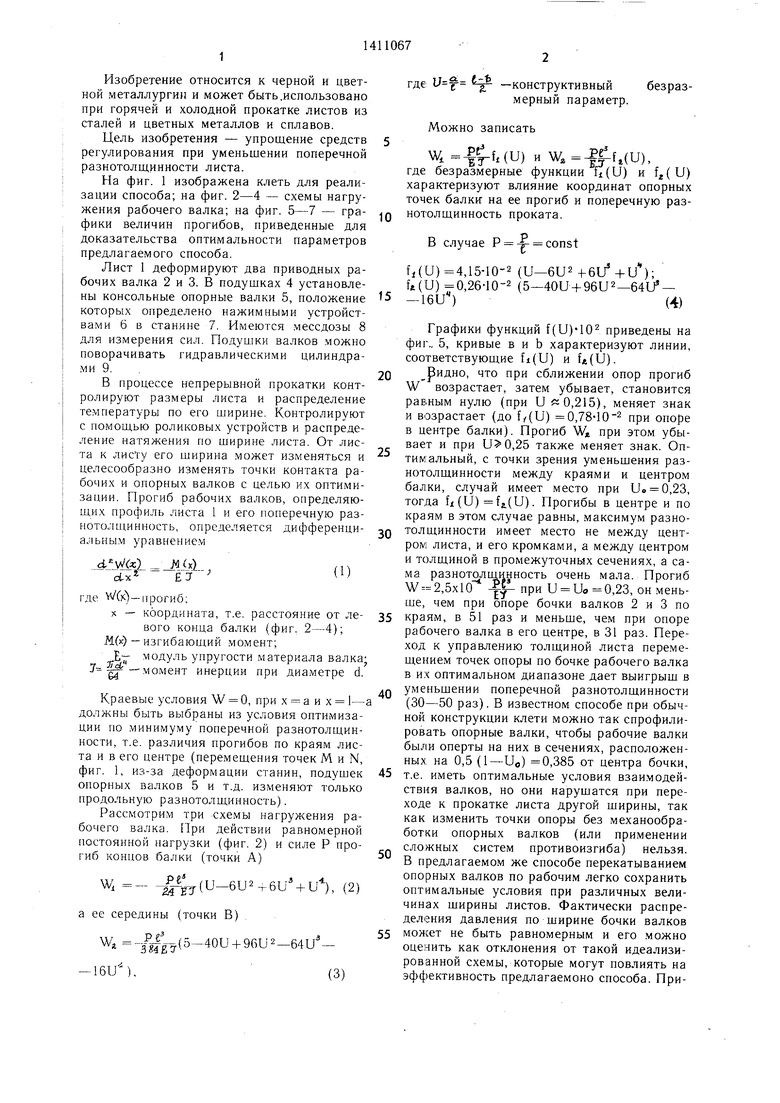
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Комплект валков 20-валкового прокатного стана | 1987 |
|
SU1443997A1 |
| Валковый узел клети квартолистопрокатного стана | 1984 |
|
SU1510962A1 |
| Способ прокатки листов | 1978 |
|
SU839624A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
Изобретение относится к черной и цветной металлургии и может быть использовано при горячей и холодной прокатке листов из сталей и цветных металлов и сплавов. Цель изобретения - упрощение средств регулирования при уменьшении поперечной раз- нотолшинности листа. Показано, что, если в функции ширины листа изменять в регламентированных пределах местоположение зон контакта рабочих валков с опорными, поперечная разнотолш,инность минимизируется. Проще всего это достигается перекатыванием бочкообразных консольных опорных валков вдоль образующей рабочих валков. 7 ил. €
Фиг.2
J{u)-10
Р Const
0.4
а/ 0,2 аз
фиг. 5
(
Л
м
sФиг.З
ФигЛ
0,4
0,5 и
-10
/
0.1
0,2 Фиг.6
fjuHO P-Pm(1
0.3
QM
0.5 и
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
