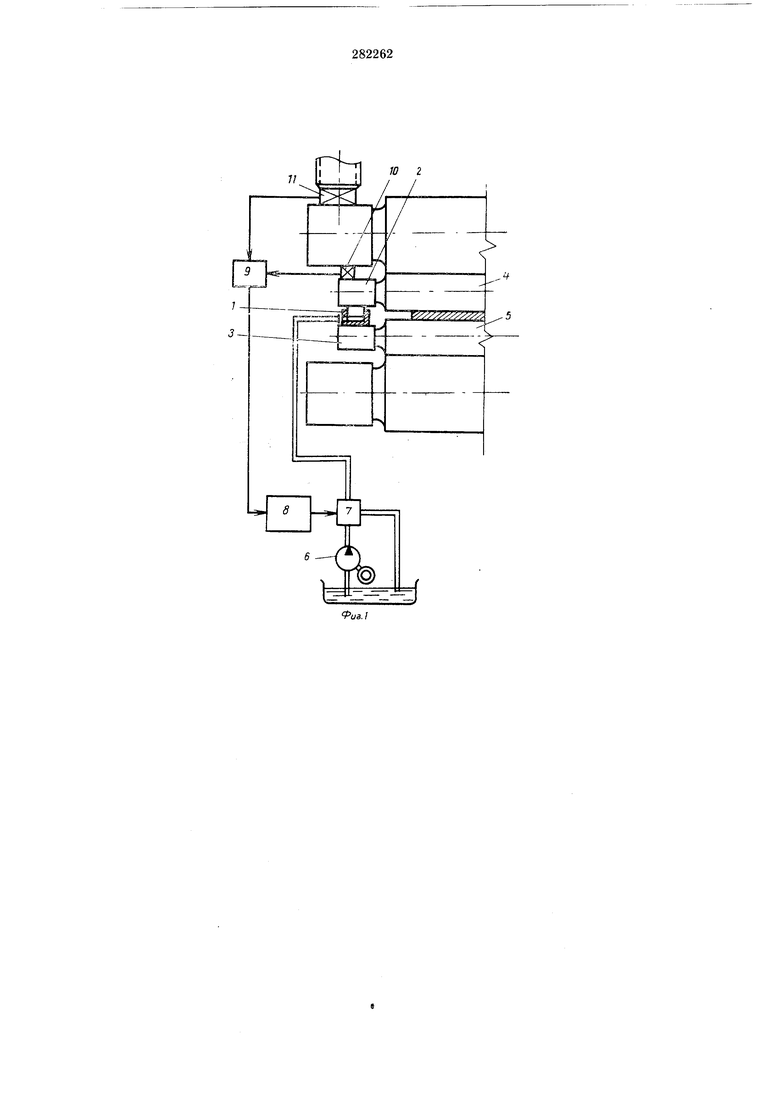
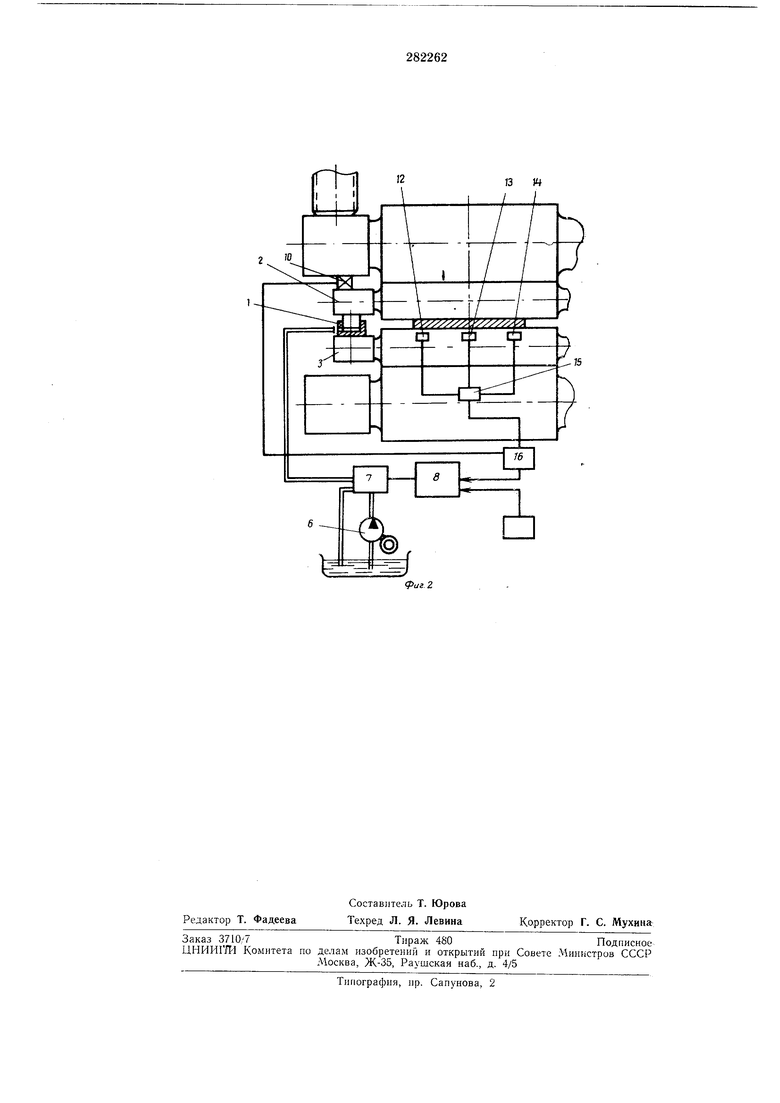
Известен способ регулирования толщины прокатываемой полосы с использованием гидроцилиндров для регулирования профиля рабочих валков в функции от прогиба опорного валка, который пропорционален давлению прокатки. Предлагаемый способ отличается тем, что давление в гидроцилиндрах изменяют также в функции от прогиба рабочего валка. Это повышает эффективность и быстродействие регулирования поперечной разнотолщинности полосы. Величина прогиба рабочего валка Д/р, характеризующая поперечную разнотолщинность полосы, складывается из величины неравномерного сплющивания валков У „.с и прогиба опорного валка УОП АГр Ун.с+АУоп-(1) Прогиб опорного валка пропорционален суммарной нагрузке на клеть PS и его можно измерить датчиком усилия прокатки (мессдозой) Асроп ,Я,.(2) Неравномерное сплющивание валков измеряется датчиком взаимного перемещения подущек валков, в сигнал которого Л входит дополнительно равномерное сплющивание А сУ„,с Ч- Ур.с , где с - коэффициент усиления сигнала неравномерного сплющивания. Равномерное сплющивание пропорционально суммарной нагрузке на клеть и измеряется мессдозой Y,.,k,P,.(4) Тогда неравномерное сплющивание можно представить в виде УК.С -(А-А,Рг). Прогиб рабочего валка будет h р,, Л-1/ 1. Таким образом, прогиб рабочего валка характеризуется двумя параметрами: взаимным перемещением подущек валков А и усилием прокатки PS . Коэффициенты Ci, k, k постоянны для определенного сортамента полос п определяются путем тарировки датчиков или расчетом. Сигнал взаимного перемещения подущек валков А , измеренный по шейке, :можно протарировать непосредственно в функции прогиба рабочего валка, например, методом прокатки карточек из мягкого материала. Тогда имеем АУ,:М, и сигнал мессдозы для регулирования не потребуется. В сигнал датчика взаимного неремещения подущек валков для регулирования иоперечной разнотолщинности включаются следующие погрешности: вибрация и биение валков, взаимное перемещение иодущек рабочих и Ю опорных валков, не обусловленное их деформаипями. Ма фиг. 1 приведена схема автоматического регулирования с использованием датчика перемещения шеек валков и датчика давле- 15 ния; на фиг. 2 - схема с использованием датчика перемещения шеек валков и с толщиномерами, расположенными по ширине полосы. Схема автоматического регулирования включает . в себя силовые гидроцилиидры 1, 20 расположенные между подушками 2 и 3 верхнего 4 и нижнего 5 рабочих валков. Давление жидкости подается от насосной установки 6 и регулируется электрогидравлическим клапаном 7 с помощью регулирующего устрой- 25 ства 8. Сигнал на изменение давления рабочей жидкости поступает от функционального устройства 9, преобразующего сигналы датчиков перемещения 10 щеек рабочих валков и датчиков давления прокатки 11. Датчик 30 давления прокатки // может использоваться для предварительной настройки давления рабочей жидкости в гидроцилиндрах /, а датчик перемещения 10 - для осуществления обратной связи в автоматическом режиме. 35 5 Кроме того, оба датчика могут использоваться для автоматического регулироваиия, при этом датчик давления // фиксирует прогиб опорного валка, а датчик перемещения 10 - дополнительиый прогиб рабочего валка. Схема автоматического регулироваиия включает в себя толн;ииомеры 12, 13 и 14, расположенные по ширине полосы. Сигналы толщиномеров сравниваются в сумматоре 15. Получаемая разность толщины ио щиринс: полосы поступает в функциональное устройство 16, куда поступает также сигнал от датчика перемещения W щеек рабочих валков, Сигналы толщиномеров могут использоваться для предварительной настройки давления раоочеи жидкости, а также для корректировки отклонений поперечной разнотолщипности датчиком перемещения 10 (например, изменение тепловой выпуклости валков, износа и т. п.). Пред м ет изобретения Способ автоматического регулирования толщины прокатываемой полосы с использованием гидроцилиндров для регулирования профиля рабочих валков в функции от прогиба опорного валка, пропорционального давлению прокатки, отличающийся тем, что, с целью иовыщения эффективности и быстродействия регулирования иоиеречнои разнотолщинности полосы, давление в гидроцилиндрах изменяют в функции от прогиба рабочего валка.
J -
13 W
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПОПЕРЕЧНОЙ РАЗНОТОЛЩИННОСТИ ПОЛОСЫ НА ЛИСТОПРОКАТНОМ СТАНЕ | 1970 |
|
SU286939A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Устройство для регулирования толщины и профиля полосы | 1975 |
|
SU538750A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU400391A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство автоматической коррекцииТОлщиНы пОлОСы НЕпРЕРыВНОгО СТАНАгОРячЕй пРОКАТКи | 1979 |
|
SU829238A2 |
| Устройство для прокатки полосового материала | 1983 |
|
SU1309906A3 |
| СПОСОБ ИЗМЕРЕНИЯ СПЛЮЩИВАНИЯ РАБОЧЕГО ВАЛКА | 1969 |
|
SU238496A1 |
| Способ измерения прогиба рабочих валков при прокатке | 1974 |
|
SU498994A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |