На автомобильных заводах для сборки и сварки кузовов легковых автомобилей применяются Кондукторы, содержащие плиту, на которой смонтирова.ны узлы фиксации и крепления пола, левой и правой боковин, проемов переднего и заднего окна и крыши.
Предложенный кондуктор отличается от известного тем, что он снабжен тележкой, на которой закреплен узел фиксации .пола, при тележка оснащена приводом для горизонтального иеремещеиия и подъема ее до сопряжения узла пола с другими узлами кузова, первоначально зафиксированньгми на плите, а плита (Выполнена с вырезом, в .котором расположены направляющие для леремещения тележки.
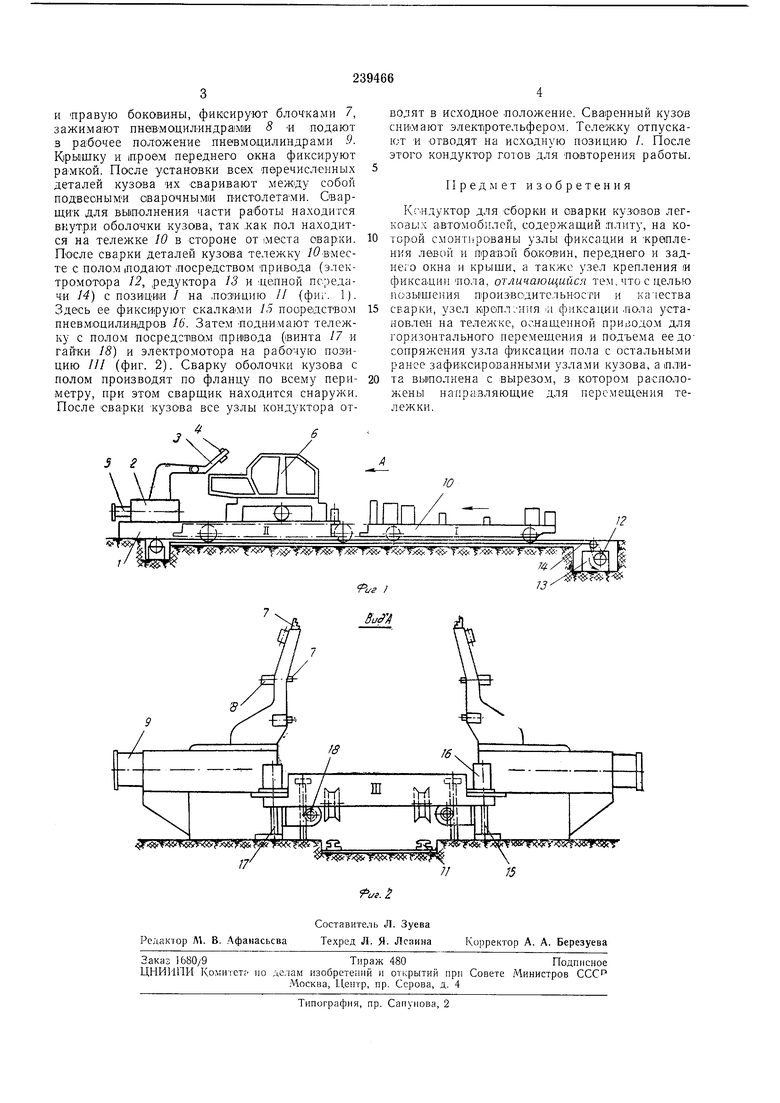
Па фиг. 1 схематически показан предлагаемый кондуктор (пунктирной линией условно показана тележ:ка,после ее ввода в рабочее положение); на фиг. 2-ВИД по стрелке А на фиг. 1 со штрих-пунктирньш изображением тележки, введенной в рабочее положение и приподнятой.
На общей плите / установлены салазки 2 со стойкой, несущей узел фиксации и крепления проема заднего окна, представляющий собой новоротную рамку 3 с блочками 4, служащими для фиксации проема окна. Пневмоцилиндр 5 служит для подачи всего узла в рабочее положение. На той же ллите / установлен узел 6
фиксации и крепления левой и правой боковин, имеющий фиксирующие блочки 7 (фиг. 2) и пневмоцилиндр 8 для поджатия боковин к блочкам.
Пневмоцилиндры 9 служат для подачи зафиксированных боковин в рабочее положение. Часть узлов используется для фиксации и крепления крыши. Узел фикса:ции пола установлен на телелске (подвижной плите) Ю. Тележка перемещается по рельсовому пути 11. Для перемещения тележки используется призод, содержащий электромотор 12, редуктор 13 и цепную передачу 14. На фиг. 1 тележка показана в нерабочем отведенном полол ении
(позиция /), причем по условиям установки пола она находится ниже рабочего уровня (поз. ///, фиг. 2). Для подъема тележки в рабочее положение используют соответствующее устройство, к которому относятся направляюпще скалки 15 (четыре скалки), которыми тележка фиксируется с помощью пнев1моцилиндров 16 при подходе к рабочему положению, и винт 17 с находящимися в зацеплении с ним гайками 18, имеющими общий привод от электромотора (на фиг. не показан).
Кондуктор работает следующим образом. На рамку 3 устанавливают и с помощью блочков 4 фиксируют проем заднего окна, который подают в рабочее положение пневмоци
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| Устройство для сборки и сварки каркаса кузова автобуса | 1974 |
|
SU558768A1 |
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| СПОСОБ СБОРКИ И СВАРКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА ИЗ КУЗОВНЫХ УЗЛОВ | 2000 |
|
RU2174068C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА КУЗОВНЫХ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ ПРИ ПЕРЕХОДЕ С ОДНОЙ МОДЕЛИ НА ДРУГУЮ | 2002 |
|
RU2219034C1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ТАБАКА В МНОГОСЛОЙНЫЕ КИПЫ | 1972 |
|
SU352645A1 |
| Поточная линия для сборки и сваркиКАбиН TPAKTOPOB | 1979 |
|
SU804317A1 |
