Известны 20-валковые стаиы для прокатки тончайшей ленты, в которых применены рабочие валки малого диаметра (2,5-3 мм), обеепечивающие прокатку лент до толщины 0, мм. Для получения более тонкой леиты необходимо иепользовать рабочие валки еще меньшего диаметра, однако уменьшать их можно лишь до извеетного предела.
С целью сохранения жесткости клети при у.меньшении диаметра рабочих валков, каждая кассета снабжена тремя дополнительными промежуточными валками, установленными между средними промежуточными валками третьего ряда и средними онорными валками, два из которых, меньшего диаметра, взаи: юдействуют с опорными валками, а средний, больщего диа метра, взаимадейст1вует с промежуточными валками третьего ряда.
Таким образом, предлагаемая рабочая клеть позволяет применить рабочие валки диаметром 1 -1,5 мм, что дает возможность прокатки лент до толщины менее одного микрона.
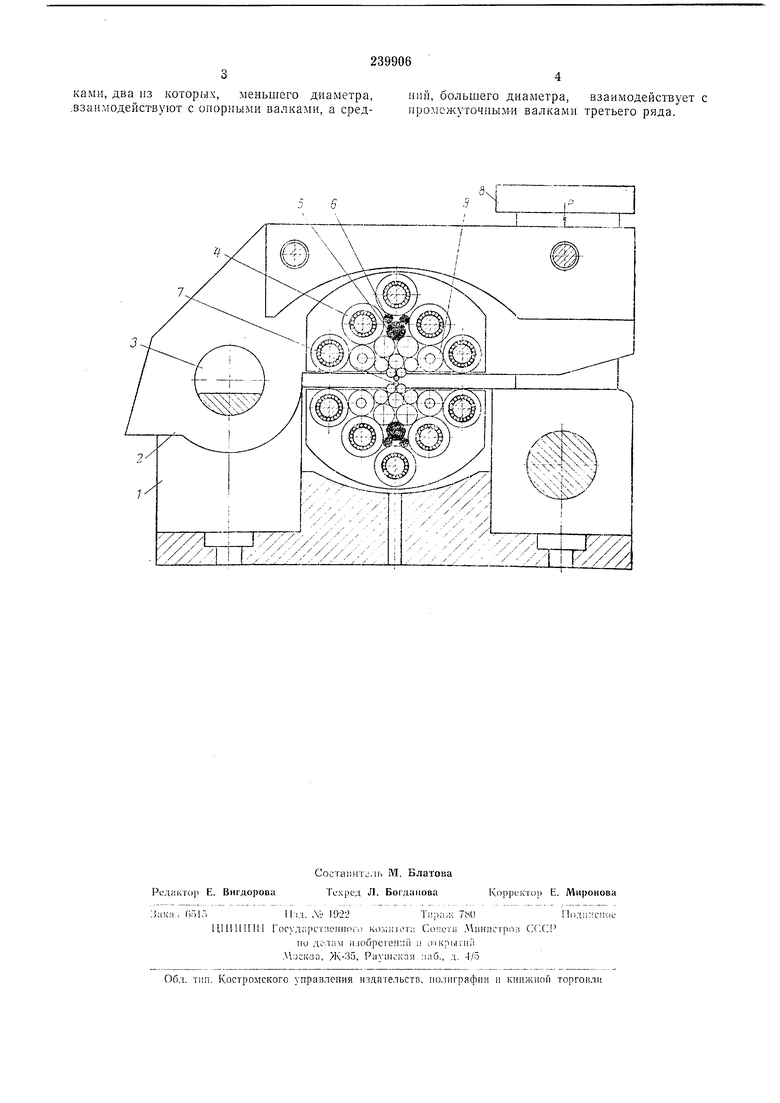
На чертеже изображена предлагаемая рабочая клеть.
Она состоит из двух симметричных половин (кассет), нижней 1 и верхней 2, соединенных общей осью 3. В отличие от 20-валковых станков каждая половина -предлагаемой клети снабжена дополнительным рядом из пяти опорных валков 4 и системой из трех, одного большего 5 II двух меньшего д11а:метров 6, до-полц: тельных промежуточных валков, наличие которои позволяет при малом диаметре рабочего валка сохранить большой диаметр опорных валков, а следовательно, обеспечить необходимую жесткость всей валковой системы.
Давление прокатки от рабочих валков 7 передается через систему промежуточных и онорных валков станине рабочей клети. С помощью нажимного устройства 8 создается необходимое давление. Вращение от четырех ведун1их валков 9 за счет трения передается paбочим валкам. Прокатка ведется попеременно к ту и другую сторону.
Предмет изобретения
Рабочая клеть многовалкового прокатного стапа, содержащая станину разъелиюго типа, кассеты с валками: рабочими, промежуточными первого, второго и третьего рядов и опорными, и нажимное устройство, отличающаяся
тем, что, с целью со.хра.нения жесткости клетн при уменьщении диаметра рабочих валков, каждая кассета снабжена тремя дополнительными промежуточными валками, установленными eждy средними промел уточными вал3ками, два из которых, меньшего диаметра, .взаимодействуют с опорными валками, а сред4 .чий, большего диаметра, взаимодействует с проможуточным-и валками третьего ряда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1974 |
|
SU610578A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Рабочая клеть стана холодной прокатки труб | 1988 |
|
SU1526860A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU400391A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 1969 |
|
SU430907A1 |