Известны установки для отделки щитовых элементов мебели. Они состоят из многоэтажной сушильной камеры с загрузочным и разгрузочным устройствами, участков грунтования, лакирования и разравнивания. Однако эти установки не обладают достаточно высокой производительностью и занимают большую производственную плошадь.
Предлагаемая установка отличается от известных тем, что ее многоэтажная сушильная камера снабжена загрузочным и разгрузочным устройствами, выполненными в виде консольного и многоэтажного рольгангов, неремещаюш,ихся по вертикальным направляющим. Это позволяет увеличить производительность и сэкономить производственную площадь.
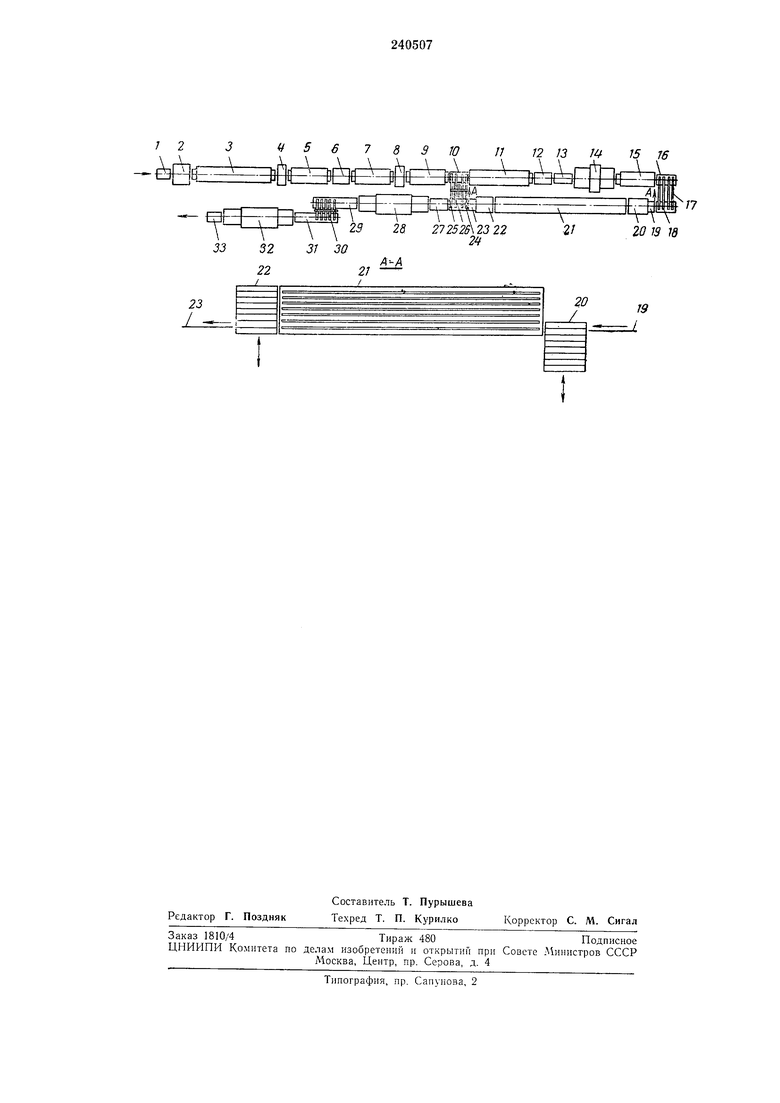
На чертеже схематически изображена установка ДЛЯ отделки щитовых элементов мебе
ЛИ.
Она включает участок грунтования, участок лакирования с многоэтажным сушильным узлом и участок разравнивания (полирования).
Участок грунтования содержит загрузочный рольганг 1, станок 2 для удаления пыли, камеру 3 предварительного прогрева, грунтонамазывающие вальцы 4 с дозирующим устройством (на чертеже не показано), конвекционную камеру 5 и двусторонний виброшлифовальный станок 6.
Участок лакирования содержит терморадиационную камеру 7 прогрева, вальцы 8 первого лакирования, конвекционную камеру 9 сушки, рольганг 10, конвекционную камеру 11
прогрева, односторонний виброшлифовальный станок 12, транспортер 13 разгона, лаконаливную .машину 14, камеру 15 выдержки, рольганг 16 поперечного транспортера 17, рольганг 18 того же транспортера, консольный рольганг 19, семиэтажное загрузочное устройство 20, семиэтажную сущильную камеру 21, семиэтажное разгрузочное устройство 22, КОНСОЛЬНЫЙ рольганг 23, рольганг 24, транспортер 25 и переворотчик 26.
Участок разравнивания (полирования) содержит рольганг 27, шестивальцовый полировальный станок 28 с дозирующим устройством (на чертеже не показано), рольганг 29, переворачивающее устройство 30, рольганг
31, полировальный станок 32 п приемный рольганг 33.
Щиты подаются на загрузочный рольганг / и по одному направляются к станку 2, где ПЫЛЬ удаляется щеточным устройством одновременно с верхними и нижними пластями щита. Затем щиты подаются в камеру 3 предварительного прогрева, где прогреваются их верхние и нижние пласти. Прогрев осуществляется панельными электронагревателями с
гретые до 80°С, попадают в груптонамазывающие вальцы 4 с дозирующим устройством. По выходе из вальцов 4 групт быстро сохпет за счет аккумулированного тепла щита. Конвекционная камера 5 служит для поддержания заданной температуры на поверхности щита.
После сущки щиты щлифуются на двустороннем виброщлифовальном станке 6. После этого щиты поступают в терморадиационную камеру 7 прогрева, затем на вальцы 8 для первого лакирования. После лакирования щиты поступают в конвекционную камеру 9 сущки, а затем по рольгангу 10 - в конвекционную камеру 11 прогрева. Далее щиты шлифуются на одностороннем виброщлифовальном станке 12. Затем по транспортеру 13 разгона они подаются на лаконаливную мащину 14. После нанесения лака щиты поступают в камеру 15 выдержки, где предусмотрена усиленная вытяжка нитропаров за счет создания некоторого вакуума. Щиты из камеры 15 выдержки поступают на рольганг /6 поперечного транспортера и с него передаются на рольганг 18 и затем - на консольный рольганг 19. Щит нажимает на конечный выключатель, после чего дают команду загрузочному устройству 20 подняться на один этаж. Следующий щит совершает то же самое. Таким образом занолняется семь этажей загрузочного устройства 20. В верхнем крайнем положении загрузочное устройство нажимает конечный выключатель, который дает команду на включение рольганга загрузочного устройства 20 и транспортеров семиэтажной сушильной камеры 21. При этом семь щитов входят в камеру 21, где они останавливаются от нажима верхнего щита на конечный выключатель в камере 21, а загрузочное устройство 20 возвращается в нижнее исходное положение для приема следующих семи щитов.
Таким образом полностью загружается семиэтажная сушильная камера 21. Щиты в ней располагаются с шагом, кратным ее длине. Из сушильной камеры 21 семь щитов попадают в семиэтажный рольганг разгрузочного
устройства 22, находящийся в верхнем положении, и разгружаются по одному консольным рольгангом 23.
Сущильный узел осуществляет непрерывную автоматическую сушку щитов при максимальном использовании объема сущильной камеры.
Головной щит партии проходит на рольганг 24, нажимает конечный выключатель,
после чего подвергается, в зависимости от установленной на пульте технологической позиции, одной из трех операций: в положении «Переворот ио поперечному транспортеру 25 он заходит в вилку переворотчика 26, переворачивается, укладывается на рольганг 10 и поступает на отделку второй пласти; в положении «Пропуск поступает на повторное покрытие, но без переворота; в положении «Разравнивание конечный выключатель блокируется, и щит поступает на участок полирования по рольгангу 27. С рольганга 27 щит направляется в шестивальцевый полировальный станок 28 с дозирующим устройством. Разравнивание лаковой пленки производится мебельной пастой. Па полировальном станке 28 разравнивается верхняя пласть щита. Затем щиты поступают на рольганг 29, переворачиваются с помощью переворачивающего устройства 30 и по рольгангу 31 поступают на полировальпый станок 32 для разравнивания другой пласти. С приемного рольганга 33 щиты снимают вручную.
Предмет изобретения
Установка для отделки щитовых элементов мебели, включающая участки грунтования, лакирования, разравнивания, многоэтажную сущильную камеру с загрузочным и разгрузочным устройствами, отличающаяся тем, что, с целью увеличения производительности и экономии производственной площади, многоэтажная сушильная камера снабжена загрузочным и разгрузочным устройствами, выполненными в виде консольного и многоэтажного рольгангов, перемещающихся по вертикальным направляющим. 333231 30 29 28 27252S 23 22 24 ТЛ 20 13 18

| название | год | авторы | номер документа |
|---|---|---|---|
| асЕСОЮЗНАЯ | 1973 |
|
SU386785A1 |
| ПОЛУАВТОМАТЙЧЕСКАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU183099A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 1967 |
|
SU199719A1 |
| СПОСОБ ОТДЕЛКИ ЩИТОВЫХ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1971 |
|
SU297505A1 |
| Линия для лакирования и сушки щитовых изделий | 1979 |
|
SU856581A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ i" МЕБЕЛЬНЫХ ЩИТОВI | 1972 |
|
SU331939A1 |
| Установка для отделки щитовых деталей мебели | 1977 |
|
SU627869A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ | 1973 |
|
SU364428A1 |
| Линия отделки щитовых деталей лакокрасочными материалами | 1984 |
|
SU1266814A1 |
| Установка для сушки изделий | 1979 |
|
SU840638A1 |