Известны способы контактной точечной сварки аккумулированной энергией, для которых характерен крутой фронт нарастания сварочного тока. Эта особенность при сварке изделий малых толщин создает затруднения в определении момента включения импульса сварочно1го тока. Отсутствие согласования между моментами срабатывания механизма давленИЯ и в-ключения сварочного то.ка нередко выбывает выплески и другие дефекты. Введение сопутствующих ультразвуковых .колебаний в зону соединения улучшает качество сварки. Однако это не гарантирует пол«остью устранения выплесков и получение стабильного качества сварного соединения, так как не производится контроль состояния контактных поверхностей.
Предложенный способ сварки заключается в том, ЧТО непрерывно измеряют контактное сопротивление и импульс сварочното тока включают при достижении определенного, оптимальното значения контактного сопротивления.
Момент включения импульса тока относительно начала ультраз1вуковой обработки контакта соединения зависит от толщины и СВОЙСТ1В свариваемых металлов, от инердион«ости механизма давления машины.
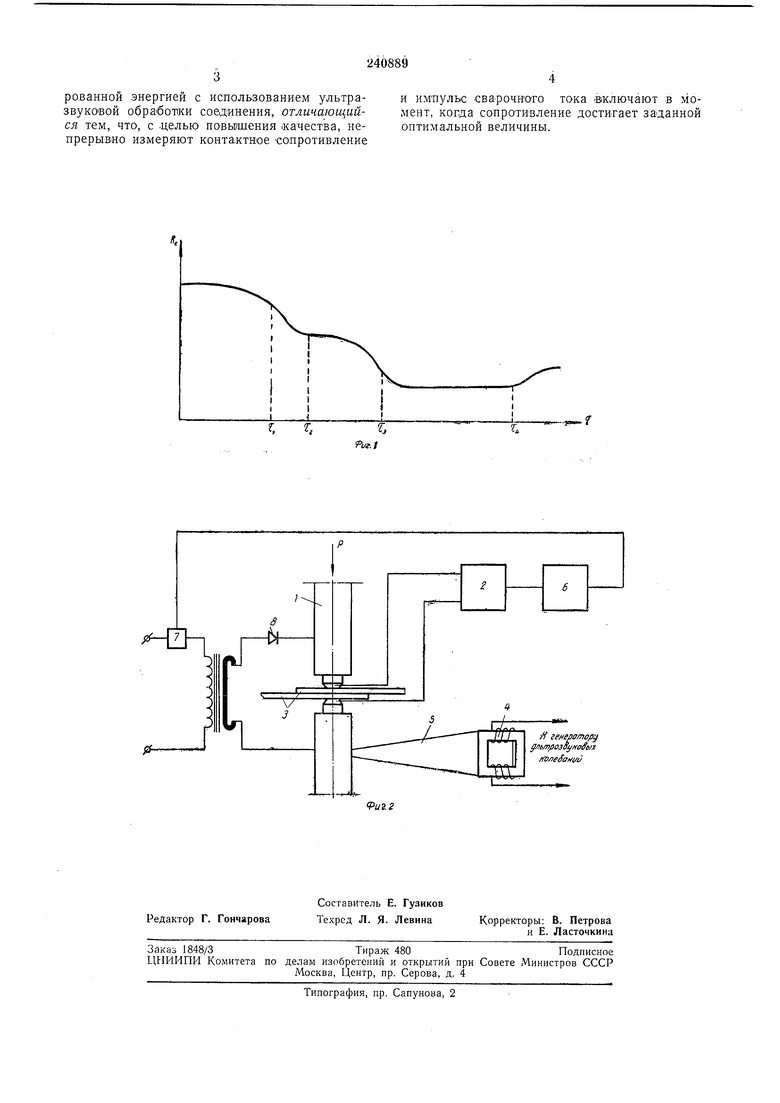
ультразвуком; на фиг. 2 - электромеханическая схема устройства, обеспечивающая управление моментом включения сварочного тока.
хМомент включения ИМпульса сварочного тока должен происходить в интервале тз-Т4 в то время, когда контактное сопротивление достигнет минимальной величины. Время тз, при котором контактное сопротивление достигает
оптимальной величины, значительно изменяется в зависимости от качества подготовки поверхности контакта, толщины п физических свойств свариваемых металлов.
К электродам / сварочной машины подключен блок 2, который непрерывно измеряет величину переходного сопротивления между свариваемЫМи деталями 3. Величина изменяется под действиел ультразвуковых колебаний, создаваемых двигателем 4 и трансформатором упругих колебаний 5. Сигнал от блока 2 поступает на блок 6, который управляет моментом включения прерывателя сварочной машины 7. Для устранения влияния щунтирования контактного сопротивления вторичным
контуром, в цепь последнего включен силовой кремниевый вентиль 8.
рованнои энергией с использованием ультразвуковой обработки соединения, отличающийся тем, что, с .целью повышения качества, непрерыв-но измеряют конта,ктн1ое сопротивление
и импульс сварочного тока включают в момент, когда сонротивление достигает заданной оптимальной величины.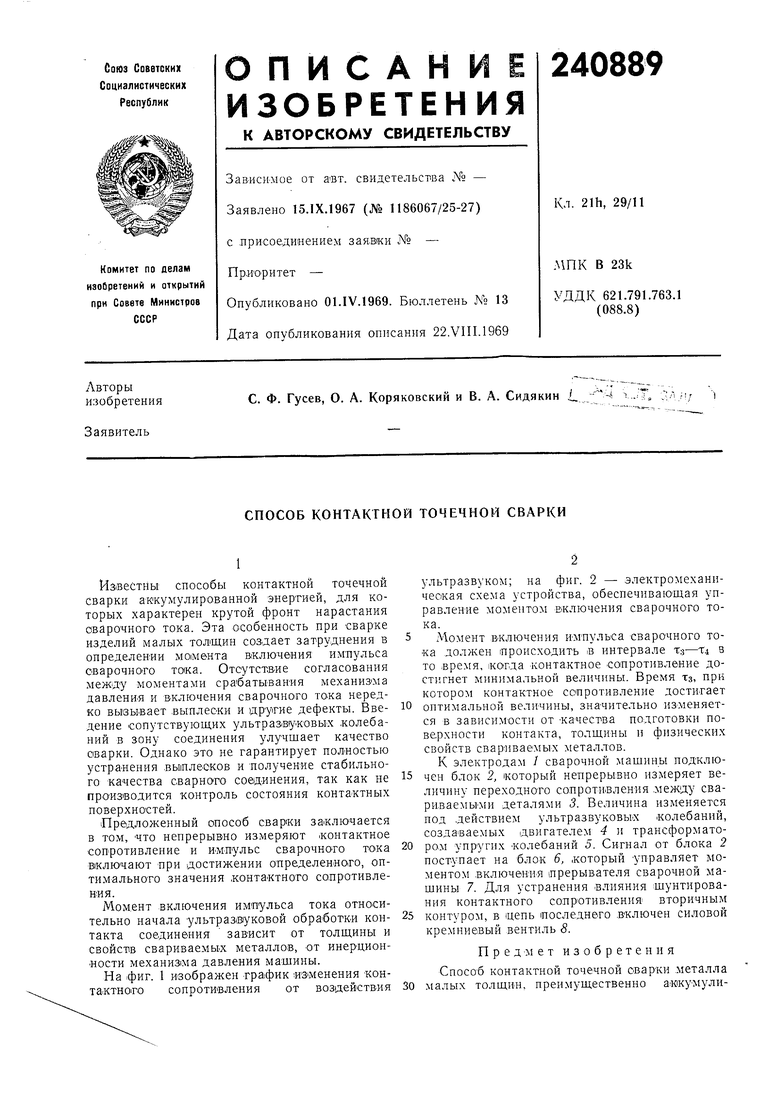
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом контактной точечной сварки | 1985 |
|
SU1299742A1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| Способ контактной точечной сварки | 1979 |
|
SU889337A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Способ контактной точечной сварки разнотолщинных деталей | 1990 |
|
SU1722744A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU315539A1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
ff zeHepanjopiji fM/nfOiSyxiifax m/ efovi/tJ
