Известно устройство для контроля качества термообработки стальных изделий по измерениям двух магнитных характеристик - намагниченности и коэрцитивной силы.
Измерение этих магнитных характеристик о оуществляется дискретно путем сравнения с соответствующими характеристиками однотипного изделия-эталона, что не позволяет производить непрерывный процесс контроля качества термообработки и автоматизировать этот процесс.
Предлагаемое устройство отличается от известного тем, что менаду полюсами электромагнита и поверхностью издел ия оно имеет постоянный немагнитный зазор, а для регистрации поля остаточной намагниченности применены феррозондные датчики.
В качестве эталона используется пластинка из малоуглеродистой отожженной стали, жестко укрепленная на нротивоположных (относительно изделия) полюсах двойного элекромагнита с зазором, приблизительно равным зазору между первой парой полюсов и .
Такое выполнение позволяет обеспечить последовательный непрерывный контроль термообработки стальных изделий по всей длине и автоматизировать процесс контроля.
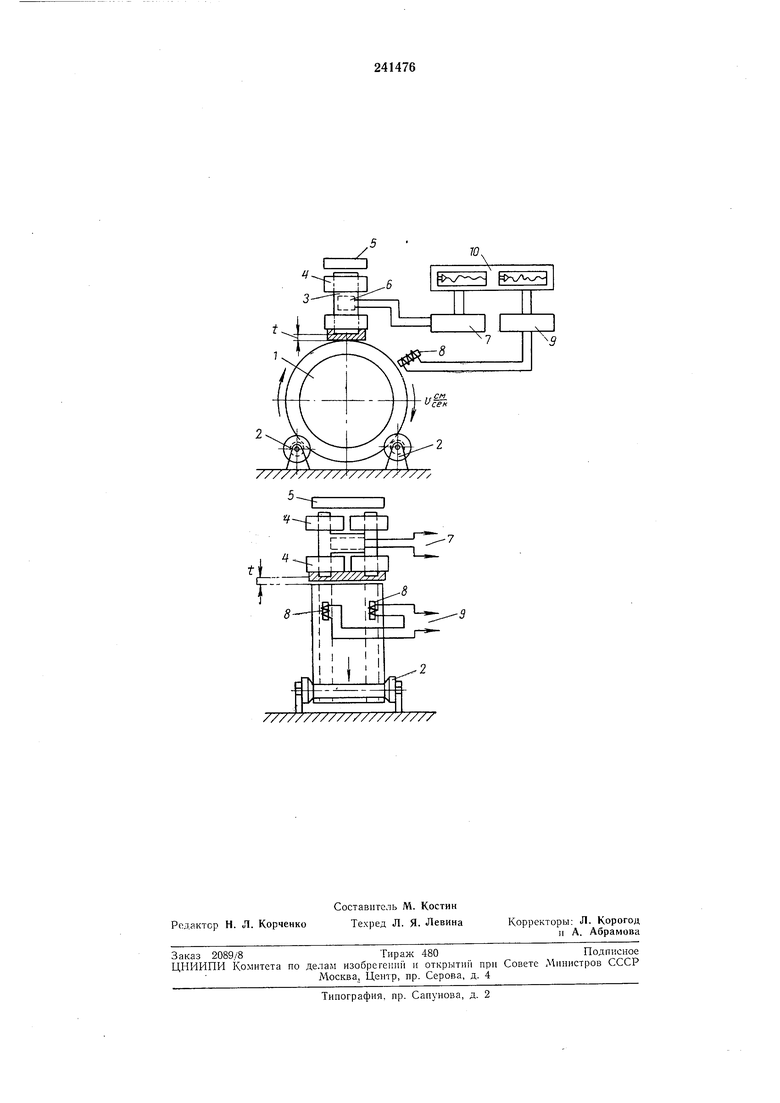
Подлежащая контролю деталь 1 подается на направляющие и ведущие валики 2 и приводится во вращение. При этом контролируемая поверхность детали перемещается относительно неподвижных полюсов электромашита 5 с определенной скоростью. Величина немагнитного зазора мм иоддерживается с точностью ± 0,2 мм.
В нал1агничивающие катущки 4 от источника постоянного тока подается достаточно большой ток. При этом участок проверяемой детали под полюсами электромагнита промагничивается до индукции более 6 000 гс на глубину, примерно равную половине толщины
полюса электромагнита. Катушки электромагнита соединены так, что магнитный поток замыкается по кругу через изделие, сердечники электромагнита и пластину 5 из малоуглеродистой стали. Для сохранения симметрии
двойного ярма между верхними полюсами и эталоном создается такой же немагнитный зазор, как между нижними полюсами п проверяемым изделием.
В состоянии «равновесия двойного электромагнита магнитный поток в средней перемычке, где помещается ферродатчик 6, равен нулю, н э.д.с. четных гармоник на выходе датчика также равна нулю. Но как только намагниченность в сильном поле у контролируеше, чем у эталона, равеи-ство нарушится, и в средней перемычке появится магнитный поток саответствующей величины и направления. В соответствии с величиной и направлением потока в перемычке меняется величина и фаза четных гармоник па выходе ферродатчика 6.
Для того чтобы можно было различать пеperpeiB (намагниченность участка изделия ниЖе) от недолрева (когда намагниченность выше), на выходе усилителя 7 предусмотрен фазочувствительный детектор.
Одновременно с подачей намагничивающего тока в катушки электромагнита включаются и феррозондные датчики 8. При последовательном их включении пепи возбуждения должны быть согласованы так, чтобы э.д.с. обоих датчиков была всегда в одной фазе. При раздельной и независимой работе датчиков 8 согласованность их цепей возбуждения не является обязательной.
Поскольку налравление намагничивающего тока в катушках электромагнита не меняется, отпадает необходимость в фазочувствительном детекторе на выходе усилителя 9.. Через уюилители 7 и Р э.д.с. ф&Ррозондных датчиков и ферродатчиков подается на записывающий прибор 10.
Анализ качества термической обработки, Например закалки, детали или изделия проводится при одновременном рассмотрении кривых записи обоих магнитных параметров. Кривая намагниченности показьшает, И1мел ли
место перегрев или недогрев, а кривая поля остаточной намагниченности - достаточно ли хорошо п однородно и на достаточную ли глубину закалена деталь.
5 Если деталь была признаиа годной после закалки и прошла отпуск с целью смягчения внутренних напряжений, то она может быть вновь подвергаута непрерывному контролю. Качество проведенного отпуска определяется
0 по величине смещения соответствующих кривых после закалки.
Предмет изобретения
5 1. Устройство для непрерывного магнитного и электромагнитного контроля качества закалки и отпуска стальных изделий по измерениям двух магнитных параметров - локальной намагниченности насыщения и локального поля
0 от остаточной намагниченности, содержащее эталон, двойной электромагнит постояннсго тока и ферродатчик в средней перемычке двойного электромагнита, отличающееся тем, что, с целью обеспечения непрерывности и
5 беоконтактности процесса контроля, а также его автоматизации, между полюсами электромагнита и поверхностью изделия оно имеет постоянный немагнитный зазор и снабжено для регистрации поля остаточной намагничен0 «ости феррозондными датчиками.
2. Устройство по п. 1, отличающееся тем, что в качестве эталона применена пластинка из малоуглеродистой отожженной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| Способ контроля качества термической обработки изделий | 1978 |
|
SU953541A1 |
| Способ измерения магнитных параметровфЕРРОМАгНиТНыХ МАТЕРиАлОВ | 1979 |
|
SU838622A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ КАЧЕСТВА ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU261755A1 |
| Способ контроля качества ферромагнитных изделий | 1989 |
|
SU1744629A1 |
| ВСЕСОЮЗНАЯ т !»АТ?Ш9-ТЕХ??>&'-;И(^!^tiPib;i?'sk.^.;. ^Н' | 1972 |
|
SU357513A1 |
| Способ контроля качества термообработки ферромагнитных изделий | 1987 |
|
SU1430863A1 |
| Способ магнитного контроля режима термообработки стальных изделий | 1989 |
|
SU1645887A2 |
| СПОСОБ, СИСТЕМА И АППАРАТ, ИСПОЛЬЗУЮЩИЕ ВЫСОКОЭНЕРГЕТИЧЕСКИЕ ПОСТОЯННЫЕ МАГНИТЫ ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕЩЕНИЯ, ТОРМОЖЕНИЯ И ДОЗИРОВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ, ПОДАВАЕМЫХ В ЛИТЕЙНЫЕ МАШИНЫ | 2000 |
|
RU2256279C2 |