Известен агрегат для формовки и закалки рессорных листов, включающий механизмы для формовки листов, загрузки листов в штампы и выгрузки их из штампов.
Предложенный агрегат отличается от известного тем, что для увеличения времени выдержки листов в закалочном штампе он выполнен щелевым, многопозиционным, пластинчатым с шахматным расположением пластин и переменными местами контакта поверхности листа со штампом и с регулируемым размером щели по толщине листа.
На фиг. 1 показан предлагаемый агрегат; па фиг. 2 - то же, вид спереди.
Агрегат работает следующим образом.
Нагретый лист подается от печи захватами / транспортера до рычагов 2. Зате.м включается гидроцилиндр 3, и упоры 4 проталкивают лист 5 по направляющим в штамп 6 до упоров 7 и 5. Носле включения гидроцилиндров 9 траверса 10 перемещается по колопка.м 11, и лист 5 формуется по радиусу до сжатия пружины в прижимах штампа 6. Далее приводится в действие цилиндр 12, рама 13 опускается по направляющим 14 в масло до упоров.
В нижнем положении формовочного щтампа радиусная часть его совпадает с радиусной щелью закалочного штампа 15. Формовочный штамп 6 приоткрывается, включается
цилиндр 16, и заформованный лист из формовочного штампа по паправляющим упоров 7 проталкивается в щель закалочного штампа 15. Затем штамп 6 открывается и возвращается в исходное верхнее-.положение. После заполнения листами, которые, проталкивая друг друга, выпадают поочередно па площадку 17, начинается выем листов из масла. При возврате штока цилиндра 16 назад рычаг 18 новорачивает вал транспортера выема, собачки 19 подхватывают листы и по направляющим поднимают их вверх, заталкивая поочередно в щель рычагов 20. После включения цилиндра 21 рычаг 20 отходит вправо, лист скользит по площадке 22 и, когда последняя заканчивается, выскальзывает из щели рычагов 20 на движущиеся цепи конвейера отпускной печи. При дальнейшем ходе толкатель проталкивает лист в положении на ребро до сонрикосновения с остальными листами.
Описываемый агрегат имеет малые габариты, удобен для переналадок и прост по конС1 руКЩГ/.
Предмет изобретения
стов из штампов на конвейер отпускной печи, отличающийся тем, что, с целью увеличения времени выдержки листов в закалочном штампе, он выполнен щелевым, многопозиционным, пластинчатым с шахматным расположением пластин « переменными местами контакта поверхности листа со штампом и с регулируемым зазором шели по толш,ине листа.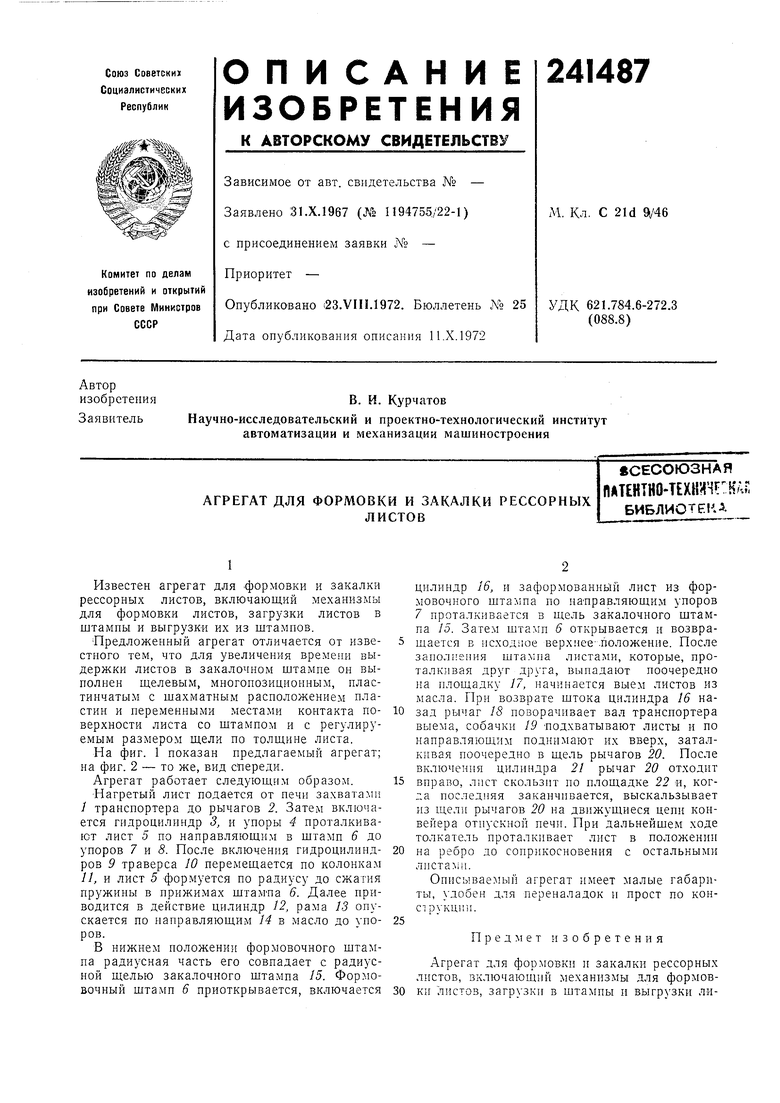
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ГИБКИ И ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ | 1971 |
|
SU303362A1 |
| АГРЕГАТ ДЛЯ ФОРМОВКИ И ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ | 1968 |
|
SU209515A1 |
| ГИБОЧНО-ЗАКАЛОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ РЕССОР | 1973 |
|
SU376461A1 |
| Агрегат для формовки и закалки изделий из полосового материала | 1977 |
|
SU682573A1 |
| Агрегат для формовки и термообработки рессорных листов | 1986 |
|
SU1390248A1 |
| Автоматическое устройство для передачи рессорных листов в штампы закалочного барабана и укладки их на конвейер отпускной печи | 1960 |
|
SU133073A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1969 |
|
SU249276A1 |

JULLLUUUUuuui: nn rinnnnnnnnnnniiiMH
