Изобретение относится к станкостроению, а более конкретно к устройствам для бесцентрового шлифования одновременно нескольких деталей.
Целью изобретения является упрощение конструкции и повышение точности обработки,
На фиг,1 показано устройство, осевой разрез; на фиг,2 - оправка; на фиг.З - подвижная обойма; на фиг,4 - сепаратор; на фиг,5 - вид А на на фиг,6 - схема расположения устройства и шлифовальных головок.
Механизм осевого и радиального базирования включает оправку I с упорным торцом 2 и беговой дорожкой 3, На оправке 1 установлен со свободой вращения несущий сепаратор 4, подвижная обойма 5 с беговой, дорожкой 6 и упорньш буртиком 7. В обойме 5 закреплен магнит 8, На резьбовом конце оправки 1 навинчена гайка 9, в кольцевой канавке которой закреп- лен магнит 10. Магниты 8 и 10 обращены друг к другу полюсами одноимен- йой полярности. Оправку 1 устанавливают в центрах 11 станка (не показан) Дпя обеспечениянеподвижности оправки 1 передний центр 11 выполнен, например, рифленым.
Механизм вращения содержит корпус 12 с упорной гайкой 13, в полости которого установлена подвижная разрезная втулка 14, внутренняя поверх- ность которой обрезинена, В отверстии корпуса 12 неподвижно установлен подшипник 15, Корпус 12 закреплен на планшайбе 16 станка.
Устройство работает следующим образом.
Поворотом гайки 9 устанавливают усилие отталкивания магнитов 8 и 10, обеспечивакицее прижатие с необходимой силой деталей 17 торцом обоймы 5 При этом обеспечивается одинаковое продольное положение всех обрабатываемых деталей 17 относительно торца оправки 1,
При навинчивании гайки 13 на корпус 12 перемещается разрезная втулка 4, обрезиненные лепестки которой прижимают установленные в сепараторе 4 детали 17 к беговым дорожкам 3 и 6, При этом усилие зажима деталей устанавливают большим силы резания. Включают вращение шпинделя станка.
При этом за счет натяга между внутренними обрезиненными поверхног стями разрезной втулки 14 и беговыми дорожками 3 и 6 обраб-атываемые детали 17 начинают вращаться вокруг своих осей с одновременным планетарньм вращением их относительно оси оправки 1 ,
В процессе планетарного вращения
детали I7 проводятся через зону во взаимодействие с шлифовальными го- ловками 18 и 19, При этом осуществля-- ется обработка заданного участка детали 17. По окончании обработки оправку 1 снимают с центров 11, обработанные детали извлекают из сепаратора 4.
Формула изобретения
Устройство для бесцентрового шлифования, содержащее механизм осевого и радиального базирования, механизм вращения, сепаратор и шлифовальную головку, отличающееся
тем, что, с целью повышения точности обработки, оно снабжено неподвижной оправкой с резьбовым концом и с установленными на ней соосно обоймой с магнитом и гайкой с магнитом, причем
сепаратор установлен на оправке с возможностью вращения, обойма - с возм&жностью осевого перемещения, а гайка размещена на резьбовом конце оправки, при этом магниты обоймы и
гайки обращены друг к другу полюсами одноименной полярности, а механизм вращения выполнен в виде корпуса с упорной гайкой и разрезной втулки, расположенной в полости корпуса.
б 7
Фиг.З
Ф1Л,6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесцентрового шлифования | 1987 |
|
SU1613301A1 |
| Устройство для штамповки деталей | 1978 |
|
SU742000A2 |
| Раскатная шариковая головка | 1990 |
|
SU1754253A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА | 1999 |
|
RU2162786C2 |
| Способ бесцентрового шлифования торца цилиндрической детали | 1977 |
|
SU944879A1 |
| Устройство для базирования деталей при бесцентровом шлифовании | 1984 |
|
SU1186458A1 |
| Устройство для закрепления тонкостенных деталей с разрезом | 1985 |
|
SU1258631A1 |
| Кулачковая предохранительная муфта | 1986 |
|
SU1434169A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| УСТРОЙСТВО К КРУГЛОШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА СЕПАРАТОРА | 1991 |
|
RU2024384C1 |
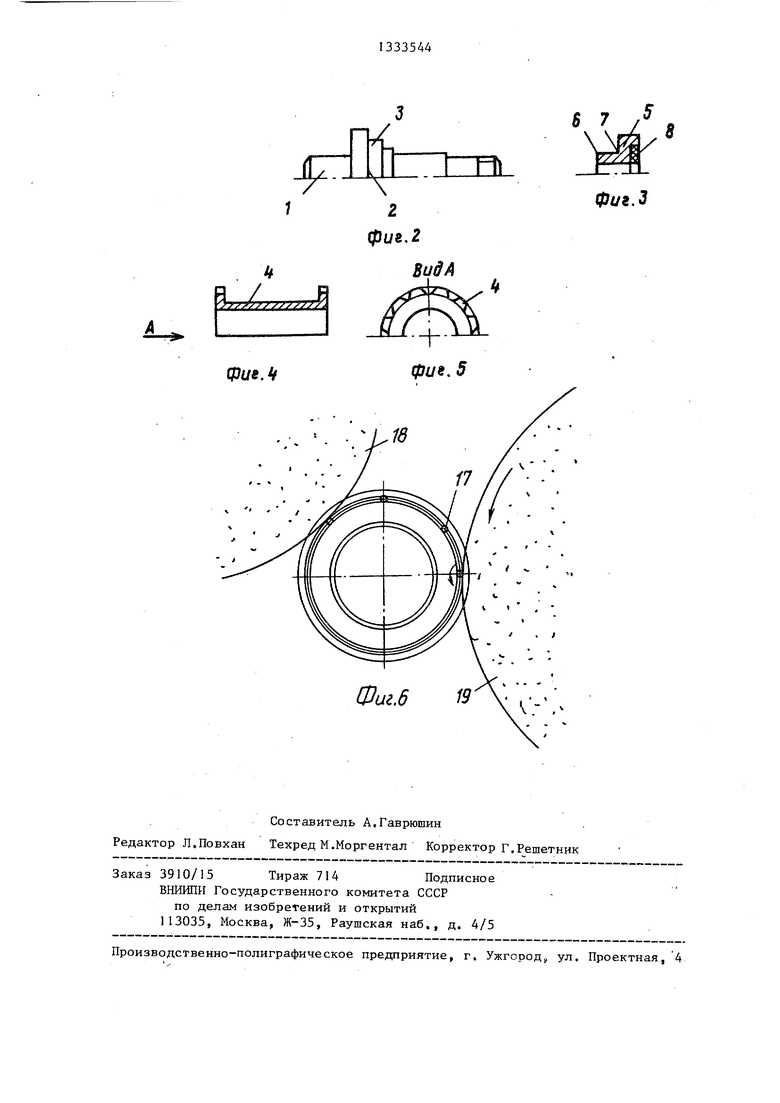
Изобретение относится к устройствам для бесцентрового шлифования. Целью изобретения является по- вьшение точности обработки. На неподвижной оправке 1 с резьбовым концом установлены вращающийся сепаратор 4, в котором укладьтаются обрабатываемые детали 17, подвижная в осевом направлении обойма 5 с магнитом 8 и гайка 9 с магнитом 10, причем магниты В и 10 обращены друг к другу одноименными полюсами. Механизм вращения выполнен в виде корпуса 12 с упорной гайкой 13 и разрезной втулки 14, охватывающей детали 17. Уложенные в сепаратор 14 детали 17 прижимаются к торцу оправки 1 силой отталкивания магнитов 8 и 10, которая регулируется положением гайки 9, Затем детали охватываются разрезной втулкой 14 с усилием, большим силы резания, При вращении корпуса 12 детали 17 начинают вращаться вокруг своих осей и одновременно получают планетарное движение вместе с сепаратором 4. Подводятся шлифо- вал-ьные головки и происходит бесцентровое шлифование. 6 ил. с 9 (Л 56783 00 САЭ СО сл 4ib 4 фуг. 7
| Устройство для бесцентрового шлифования | 1972 |
|
SU666050A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
