Изобретение относится к устройствам для формоваиия керамических труб и может иаГ1ти ирименеиие в иромышленности строительных материалов.
Известны сиравочиые головки для образования канавок внутри растр ба IB |Ироиессе его формования, ;содержащие корнус и сегменты, установленные с возможностью радиального перемещения посредством расположенното в центре нродольно неремендае.мого гнтока силовОГО нилиндра.
Од на:ко, в известных головка.х затруднен отвод Сегментов от фОрм емой трубы, так как обрагцаемьи внутри приводит к деформадни стенок.
В предлатае.мо головке сегменты .выиолнены с клаттанами, иерекрьгвающими их 1вн тренние нолоетн, сообигающиеся со сквозноГ ПОЛОСТЬЮ штока.
Тако.е вынолнение позволяет устра1нить образование вакуума внутри раструба и деформации его стенок.
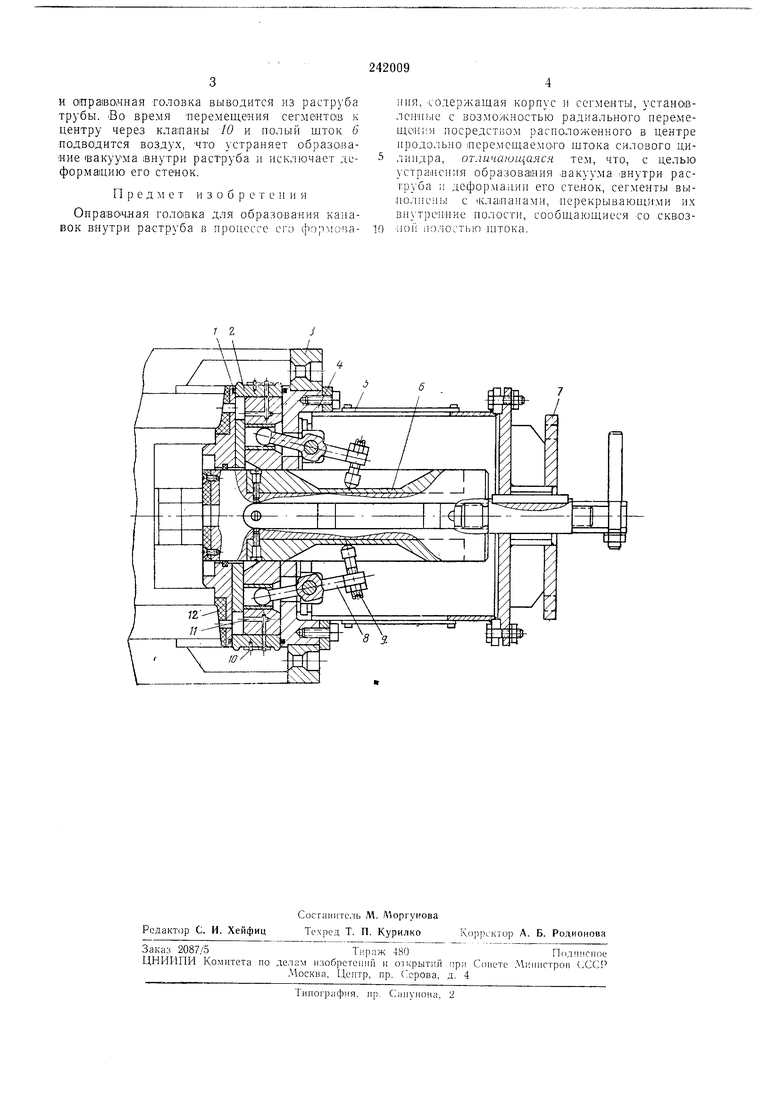
На чертеже схематически показана оиисыва-емая головка, нродольный разрез.
ГолоВКа состоит из нередне1о диска /, радиалыно леремещае.1ых сегментов 2, иоворотного флаида 3, онорного диска 4, корпуса 5, штока 6.
центре корнуса о, взаимодействует с коромыслами 8, имеющими регулировочные болты 9, 1 11ривод1ггся в деГ1ствне носредство.м силового иневмо- или гидроцилиндра (на чертеже не иоказан). В назах штока установлены концы коромысла 8, обеснечивающи1е радиальlioe нереме1це1 ие сегментов 2.
Се менты имеют воздушные резиновые клаiiaiii) JO, перекрывающие внутренние сквозные иолости //, которые сообщаютея со сквозно подводящей воздух полостью штока 6. Съемная тарель 2 диска, выполненная из ирессованного п юиитанного маслом картона (;1ли и.тастмассы), устраняет налинание гли1ИСТОЙ массы и обеснечивает ее быструю замену в случае из1юса.
Головка работает следующим образом.
В момент включения прессующего устройства оира1вочная головка нодведена к его мундштуку. Центральный щток 6 находится в крайнем, ближайн ем к прессующему устройству положеип, сегмегггы 2 выведены к пер 1ферии. После того, как отформуется раструб трубы, производится поворот фланца 3 на некоторый угол, в результате чего срезаются иереиускае.мой .массы и вся головка иод де11ств1;е,м форм емой трубы выводится 1;з мхндшгука. Посл1е изготовления трубы силово цилиндр неремещает шток 6 в иротиво,положном иаиравлении, в результате чего сегменты 2 утапливаются к центру
и 01пра1во,чная головка выводится из раструба трубы. Во время -перемещения сет-ментов к центру через клаиаиы 10 и полый шток 6 подводится воздух, ЧТО устраняет образование щакуума внутри раструба и исключает деформацию его стенок.
Предмет изобретен и я
Оправоч.ная головка для образования канавок внутри раструба в процессе его формс-иаиия, Содержащая корпус и сегменты, устано1Вленные с возможно.стыо радиального перемеще1И я посредством расположенного в нентре иродольио неремсщаемого штока силового цилиндра, от.гича/ощаяся тем, что, с целью устранензгя образования .вакуума внутри раструба и деформа.ци его стенок, сегменты вынолнсиы с кланаиами, перекрывающими и.х внутренние полости, сообшающиеся Со .сквоз11011 полостью н.1тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переставитель стеклянных изделий | 1979 |
|
SU789445A1 |
| ГИДРОМАШИНА | 1992 |
|
RU2101586C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ГЛАЗУРОВАННЫХ ТРУБ С РАСТРУБАМИ | 1968 |
|
SU208503A1 |
| Устройство для вулканизации шин | 1988 |
|
SU1628845A3 |
| ПЕРФОРАТОР ГИДРОМЕХАНИЧЕСКИЙ ЩЕЛЕВОЙ | 2010 |
|
RU2422625C1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2020249C1 |
| УСТРОЙСТВО для ВОЛОЧЕНИЯ ТРУБ НА КОРОТКОЙОПРАВКЕ | 1972 |
|
SU325069A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2023 |
|
RU2811014C1 |
