Известно устройство для сварки прямошовных труб большого диаметра, изготовляемых преимущественно из трех и более сегментов, содержащее раму с самоходной сварочн;ой головкой, роликовый стенд, внутреннюю оправку с радиально перемещаемыми подкладками, прижимаемыми к изделию вдоль свариваемого стыка.
Предлагаемое устройство отличается от известных тем, что оно снабжено поворотным, соосным с внутренней оправкой наружным патроном, выполненным в виде двух опирающихся на роликовый стенд колец, связанных между собой балками, на внутренней поверхности которых смонтированы приводные роликоопоры и пневмоприжимы, причем внутренняя опраВка кинематически связана с наружным патр-оном.
Это позволяет повысить производительность и качество сварки.
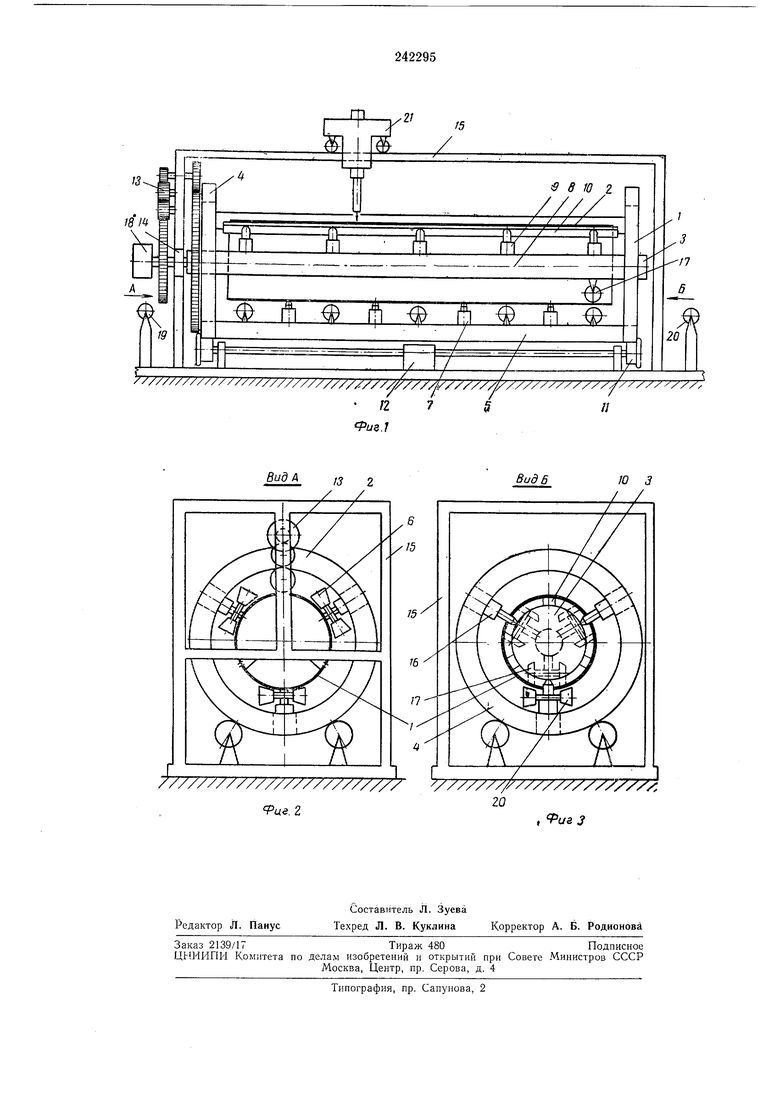
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид по стрелке Л на фиг. 1; на фиг. 3 - вид -по стрелке Б на фиг. 1.
Устройство предназначено для сборки из трех сегментов / и состоит из наружного патрона 2, обхватывающего трубу, и внутренней оправки 3. Конструктивно патрон состоит из двух колец 4, связанных тремя продольными балками 5, расположенными каждая через 120° по окружности колец. На внутренней поверхности каждой из балок 5 имеются .приводные роликоопоры 6 и пневмоприжимы 7. Внутренняя оправка 3 состоит из центрального вала 8, вдоль которого по окружности через каждые 120° смонтированы лневмодомкраты 9, связанные щарнирно с балками 10.
Патрон 2 опирается на четырехроликовый стенд 11, снабженный электроприводом 12. Для синхронизации вращения латрона 2 и
оправки 3 ОПИ кинематически связаны системой шестерен 13.
Левая часть оправки 3 (фиг. 2) центрируется соосно с патроном 2 посредством подшипника 14, имеющегося на раме 15, а правая - тремя пневмодомкратами 16. На этом же конце оправки предусмотрены опорные ролики 17. Подвод электропитания и сжатого воздуха к патрону и оправке осуществляется посредством петли и барабана 18. К обоим
концам устройства примыкают приводные рольганги 19 и 20, расположенные соосио с ним.
На верхней части рамы имеется самоходный сварочный аппарат 21.
В исходном положении в результате вращения устройства одна из балок 5 патрона устанавливается в нижнем положении соосно с рольгангами. Пневмоприжимы находятся в нижнем положении, а подкладки с балками
домкратами 9 в положение, соответствующее внутреннему диаметру трубы. При этом центрирующие оправку иневмодомкраты 16 удерживают ее соосно с латроном 2.
Отформованный сегмент поступает по входному рольгангу 19 и роликоопорам до упора в кольцевой зазор между патроном и оправкой. Затем пневмоприжимами данный сегмент приподнимается над роликоолорами и прижимается продольными кромками к балкам Ю. Посредством электропривода 12 патрон и оправка ловорачиваются на 120°. Аналогично осуществляется подача и закрепление второго, а затем третьего сегментов. Операция сборки на этом заканчивается.
Возможна одновременная сварка всех трех швов без поворота устройств.
После сварки технологическим швом первого продольного стыка патрон поворачивается в противоположную сторону на 120°, выполняется сварка второго шва. После поворота в ту же сторону еще на 120° сваривается последний (третий) шов.
После Отжатия балок 10, пневмоприжимов 7 и пневмодомкратов 16 труба на роликоопорах выдается на выходной рольганг 20, при этом свободный (правый) конец оправки опирается роликами 17 на внутреннюю поверхность трубы.
Далее цикл сборки - свар-ки повторяется.
Таким образом, сборка и сварка трубы происходят при повороте патрона с оправкой на угол ±240° от исходного положения, что и позволяет применять подвод воздуха и электропитания посредством петли и барабана без скользящих контактов и муфт.
предмет изобретения
Устройство для сборки и сварки прямошовных труб большого диаметра, изготовляемых преимущественно из трех и более сегментов,
содержащее раму с самоходной сварочной головкой, роликовый стенд, внутреннюю оправку с радиально перемещаемыми подкладками, прижимаемыми к изделию вдоль свариваемого стыка, отличающееся тем, что, с
целью повышения производительности и качества сварки, оно снабжено поворотным, соосным с внутренней оправкой наружным патрором, выполненным в виде двух опирающихся на роликовый стенд колец, связанных
собой балками, на внутренней поверхности которых смонтированы приводные роликоопоры и пневмоприлшмы, причем внутренняя оправка кинематически связана с наружным патроном.
-If-К
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки изделий коробчатого сечения | 1976 |
|
SU624754A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для производства прямошовных труб большого диаметра конечной длины | 1981 |
|
SU994071A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| Сборочно-сварочный стан для производства труб | 2017 |
|
RU2668237C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Поточная линия для изготовления сварных конструкций | 1974 |
|
SU504625A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
X
w 8 ю г i-I
/g w
/5
/ / У X
fffT
./ Bud ft. ,3 2 // .Z
/////// 12 7
11 , u&3
