(54) СТЕНД ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ КОРОБЧАТОГО
СЕЧЕНИЯ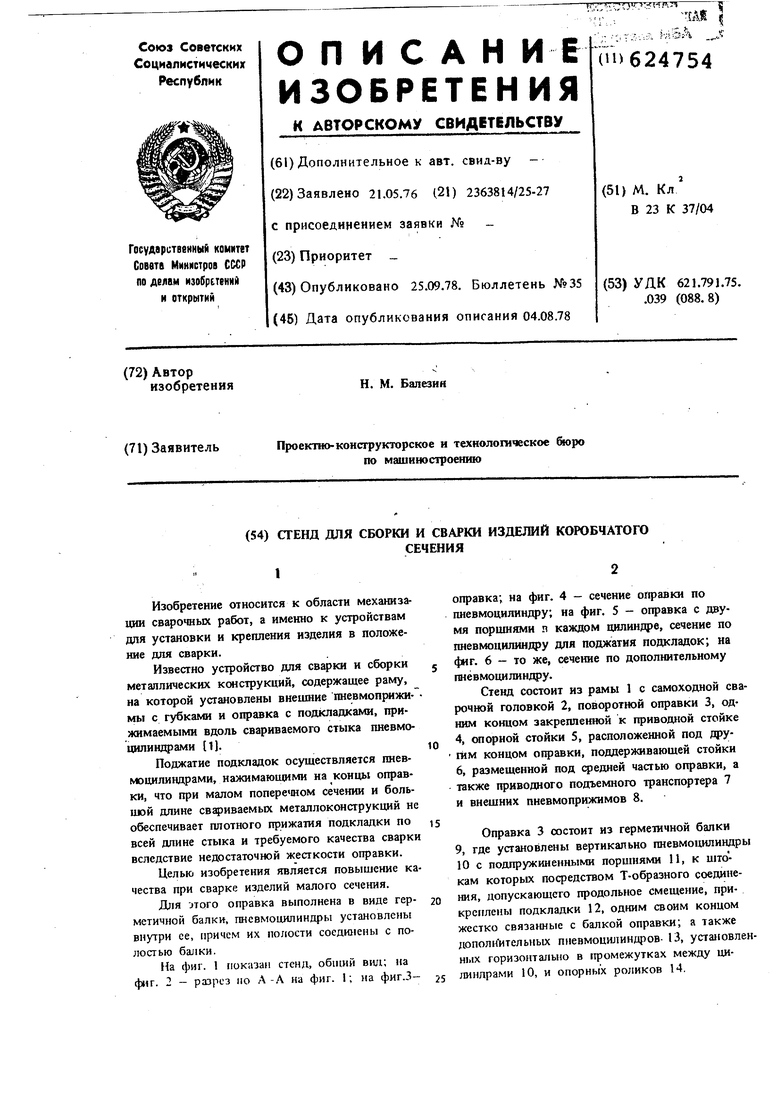
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий коробчатого сечения | 1984 |
|
SU1186447A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 1969 |
|
SU242295A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| Устройство для формирования обратной стороны сварного шва | 1979 |
|
SU959975A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |


Изобретение относится к области механизации сварочных работ, а именно к устройствам для установки и крепления изделия в положение для сварки.
Известно устройство для сварки и сборки металлических конструкций, содержащее раму, на которой установлены внешние пневмоприжимы с губками и оправка с подкладками, прижимаемыми вдоль свариваемого стыка пневмоцилиндрами 1.
Поджатие подкладок осуществляется пневмоцилиндрами, нажимающими на концы оправки, что при малом поперечном сечении и большой длине свариваемых металлоконструкций не обеспечивает плотного прижатия подкладки по всей длине стыка и требуемого качества сварки вследствие недостаточной жесткости оправки.
Целью изобретения является повышение качества при сварке изделий малого сечения.
Для -jToro оправка выполнена в виде герметичной балки, пнсвмоцилиндры установлены внутри се, причем их полости соединены с полостью балки.
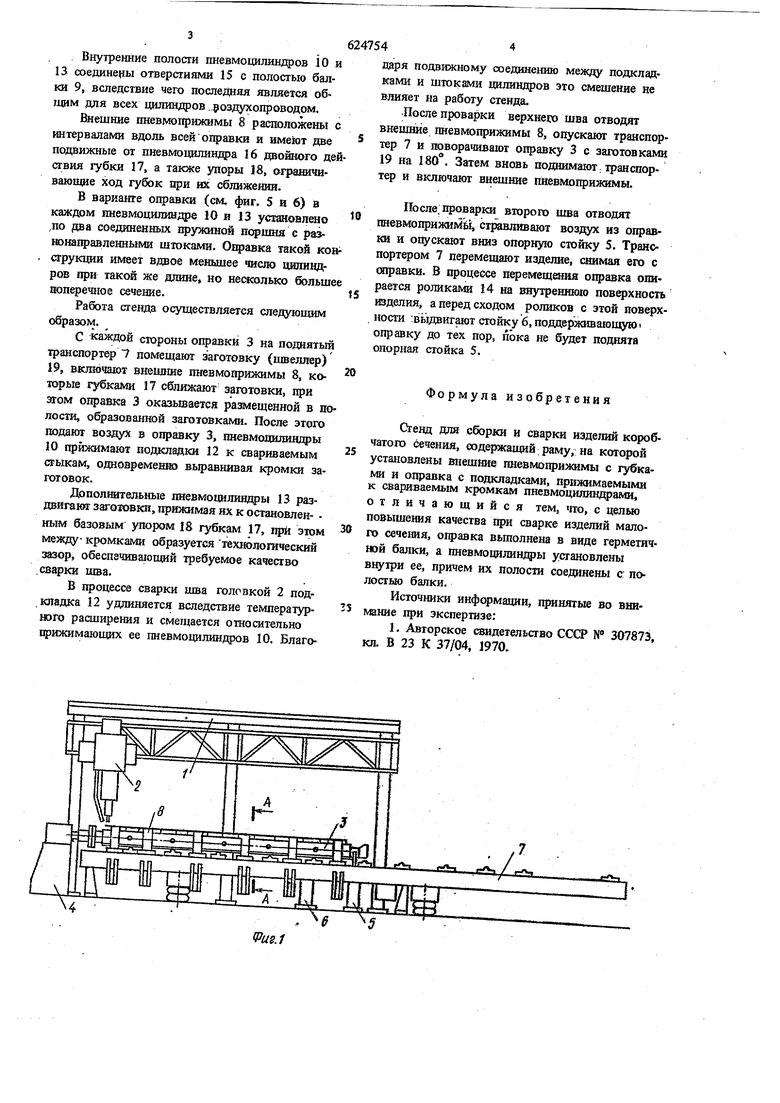
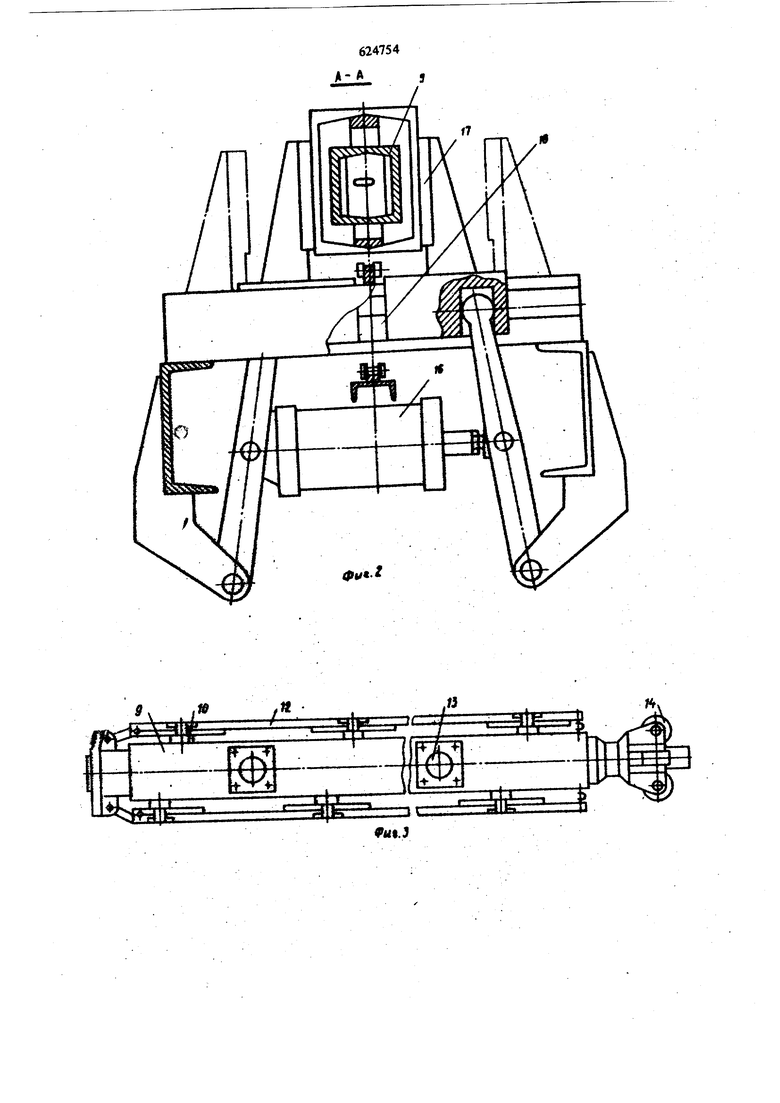
На фиг. 1 показам стенд, общий BIUI; на фиг. 2 - разрез 110 Л-Л на фиг. Г, на фиг.Зоправка; на фиг. 4 - сечение огфавки по пневмоцилиндру; иа фиг. 5 - оправка с двумя поршнями п каждом цилиндре, сечение по пневмоцилиидру для поджатия подкладок; на фиг. 6 - то же, сечение по дополнительному пневмоцилиндру.
Стенд состоит из рамы 1 с самоходной сварочной головкой 2, поворотной оправки 3, одним концом закрепленной к приводной стойке 4, опорной стойки 5, расположенной под дру тм концом оправки, поддерживающей стойки 6, размещенной под ч)едней частью оправки, а также приводното подъемного транспортера 7 и внешних пневмоприжимов 8.
Оправка 3 состоит из герметичной балки 9, где установлены вертикально пневмоцилиндры 10 с подпружиненными порпшями 11, к штокам которых посредством Т-образного соединения, допускающего продольное смещение, прикреплены подкладки 12, одним своим концом жестко связатые с балкой оправки; а также дополнительных пиевмоцилиндров- 13, установленных горизонтально в гфомежутках между цилиндрами 10, и опорных роликов 14.
Внутренние полости пневмоцилиндров 10 и 13 соединены отверстиями 15 с полостью балки 9, вследствие чего последняя является обтддам для всех цилиндров роздухопроводом,
Шешние пневмоприжимы 8 располозкены с интервала1«и вдоль всей оправки и имеют две подвижные от пневмоцилиндра 16 двойного действия губки 17, а также упоры 18, аграничиваюище ход губок при ах сближении.
В варианте оправки (см, фиг. 5 и 6) в каждом иневлюдилиндре 0 и 13 установлено ,по два соединенных хфужиной поршня с paiшнаправленными штоками. Осфавка такой кон струкщи имеет вдвое меныиее число цилиндров при такой же длине, но несколько большее иоперечное сечение.
Работа стенда осуществляется следующим образом.
С каждой стороны оправки 3 на поднятый транспортер 7 помещают заготовку (швеллер) 19, вкшочают внешше пневмоприжимы 8, которые губками 17 сближают заготовки, при этом оправка 3 оказьшается размещенной в полосш, образованной заготовками. После этого подают воздух в оправку 3, пневмошшищфы }0 прижимают подкладки 12 к свариваемым стыкам, одновременно выравнивая кромки заготовок.
Дополнительные пневмоцилиндры 13 раздвитают заготовки, прижимая их к остановлен- ным базовым упором 18 губкам 17, при этом между кромками образуетсятех1юлогаческий зазор, обеспзчиввгощий требуемое качество .сварки шва.
В процессе сварки шва головкой 2 подкладка 12 удлиняется вследствие температурного расширения и смещается относительно прижимающих ее пневмоцилиндров 10. Благо, е
даря подвижному соединению между подклад ками и штоками цилиндров это смешение не влияет на работу стенда.
После проварки верхнего шва отводят внешние пневмоприжимы 8, опускают транспортер 7 к поворачивают оправку 3 с заготовками 19 на 180 . Затем вновь поднимают транспортер и включают внешние пневмоприжимы.
После, проварки второго шва отводят пневмощ)ижиМЬ1, стравливают воздух из оправки и опускают вниз опфкую стойку 5, Транспортером 7 перемещают изделие, снимая его с оправки. В процессе пфемещения О1фавка опирается роликами 14 на внутреннюю поверхность изделия, а перед сходом роликов с зтой поверхности :вь1двигают стойку б, поддер; аша1ощуЮ1 оправку до тех пор, пока не будет поднята опорная стойка 5.
Формула изобретения
Стенд для сборки и сварки изделий коробчатого сечения, соде1исащий:раму, на которой установлены внешние Ш1евмо1фи 1а1мы с губками и оправка с подкладками, прижимаемыми к свариваемым кромкам пневмоцилиндрами,
отличающийся тем, что, с целью повышения качества при сварке изделий малого сечения, оправка ввшолнена в виде герметячюй бшпси, а пневмотлйнрры установлены внутри ее, причем их полости соединены с: полостью балки.
Источники информации, цринятые во вни1шние при экспертизе;
624754 А-Д5
iS
