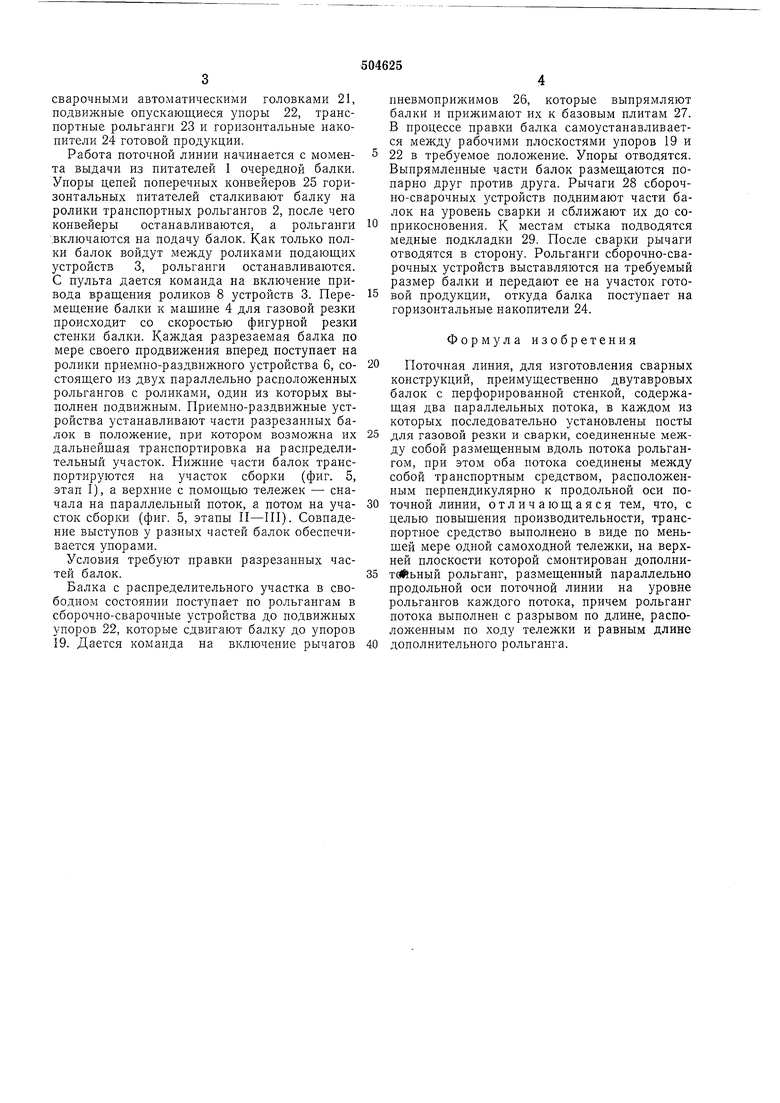
сварочными автоматическими головками 21, подвижные опускающиеся упоры 22, транспортные рольганги 23 и горизонтальные накопители 24 готовой продукции.
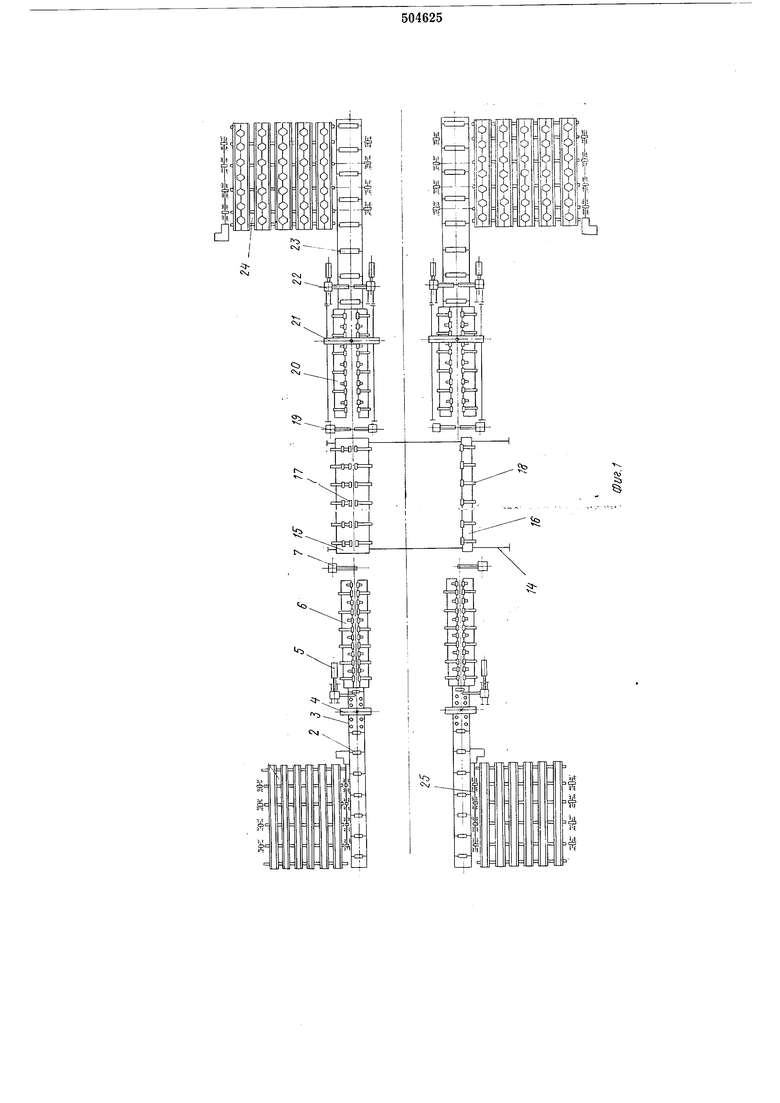
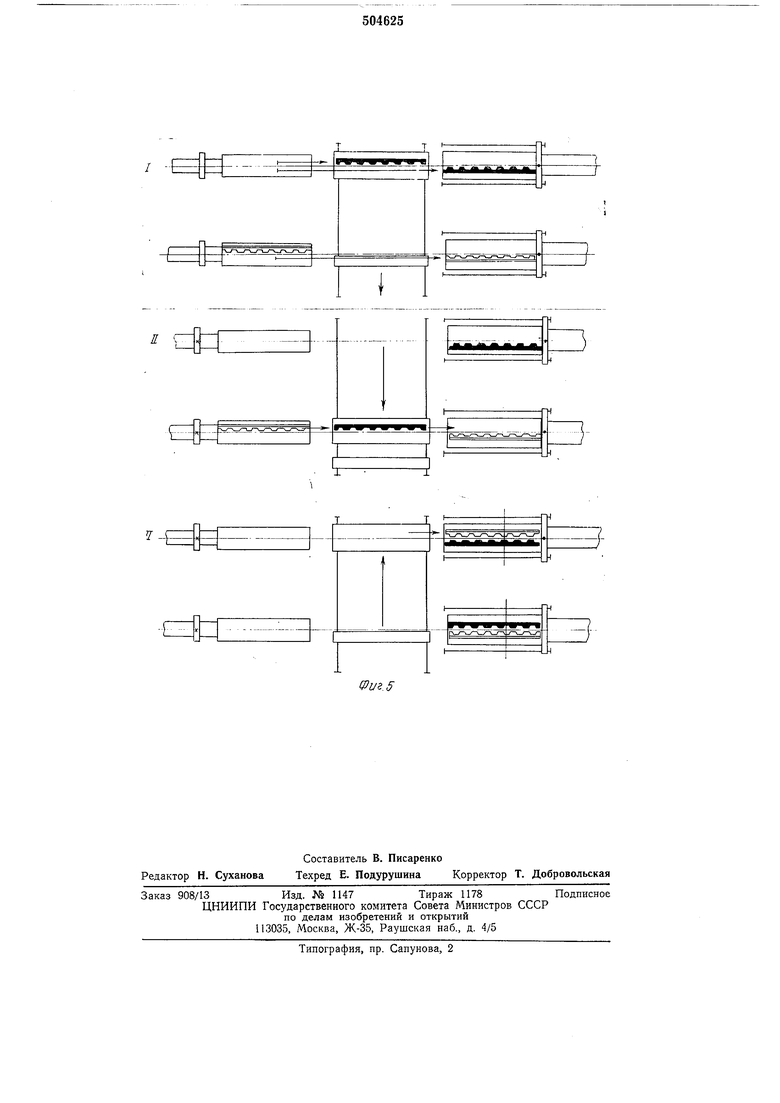
Работа поточной линии начинается с момента выдачи из питателей 1 очередной балки. Упоры цепей поперечных конвейеров 25 горизонтальных питателей сталкивают балку на ролики транспортных рольгангов 2, после чего конвейеры останавливаются, а рольганги .включаются на подачу балок. Как только полки балок войдут между роликами подающих устройств 3, рольганги останавливаются. С пульта дается команда на включение привода вращения роликов 8 устройств 3. Перемещение балки к машине 4 для газовой резки происходит со скоростью фигурной резки стенки балки. Каждая разрезаемая балка по мере своего продвижения вперед поступает на ролики приемно-раздвижного устройства 6, состоящего из двух параллельно расположенных рольгангов с роликами, один из которых выполнен подвижным. Приемно-раздвижные устройства устанавливают части разрезанных балок в положение, при котором возможна их дальнейшая транспортировка на распределительный участок. Нижние части балок транспортируются на участок сборки (фиг. 5, этап I), а верхние с помощью тележек - сначала на параллельный поток, а потом на участок сборки (фиг. 5, этапы II-III). Совпадение выступов у разных частей балок обеспечивается упорами.
Условия требуют правки разрезанных частей балок.
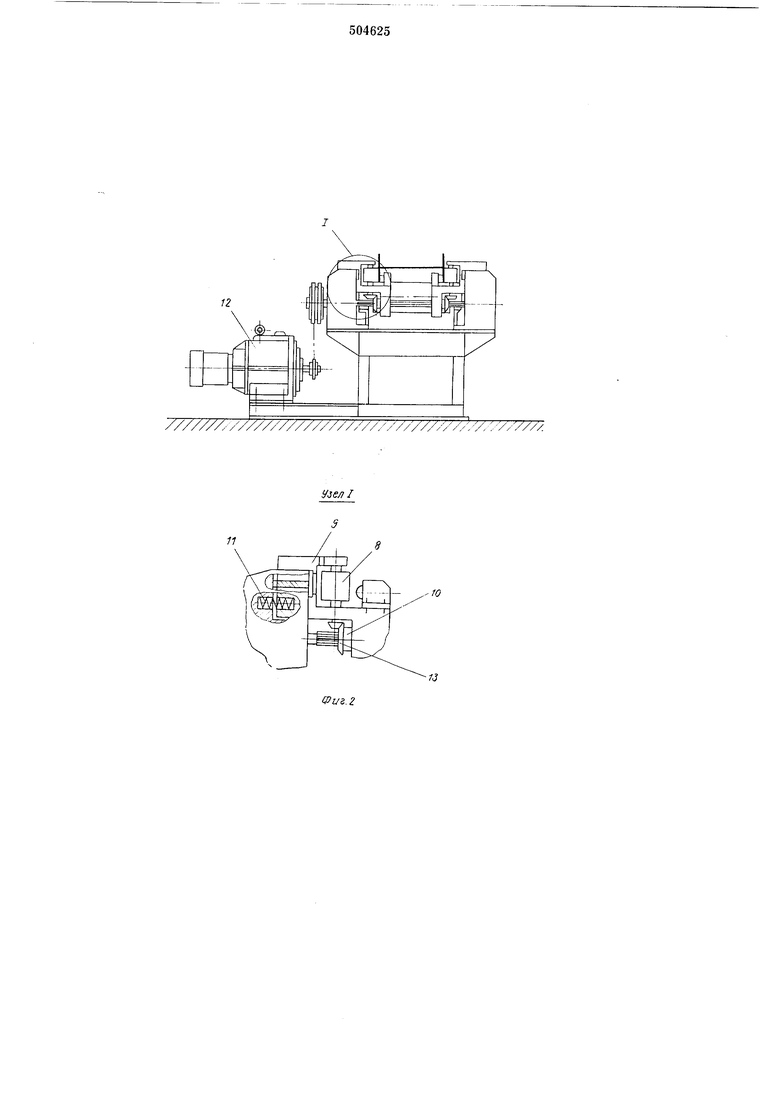
Балка с распределительного участка в свободном состоянии поступает по рольгангам в сборочно-сварочные устройства до подвижных упоров 22, которые сдвигают балку до упоров 19. Дается команда на включение рычагов
пневмоприжимов 26, которые выпрямляют балки и прижимают их к базовым плитам 27. В процессе правки балка самоустанавливается между рабочими плоскостями упоров 19 и 22 в требуемое положение. Упоры отводятся. Выпрямленные части балок размещаются попарно друг против друга. Рычаги 28 сборочно-сварочных устройств поднимают части балок на уровень сварки и сближают их до соприкосновения. К местам стыка подводятся медные подкладки 29. После сварки рычаги отводятся в сторону. Рольганги сборочно-сварочных устройств выставляются на требуемый размер балки и передают ее на участок готовой продукции, откуда балка поступает на горизонтальные накопители 24.
Формула изобретения
Поточная линия, для изготовления сварных конструкций, преимущественно двутавровых балок с перфорированной стенкой, содержащая два параллельных потока, в каждом из которых последовательно установлены посты для газовой резки и сварки, соединенные между собой размещенным вдоль потока рольгангом, при этом оба потока соединены между собой транспортным средством, расположенным перпендикулярно к продольной оси поточной линии, отличающаяся тем, что, с целью повыщения производительности, транспортное средство выполнено в виде по меньшей мере одной самоходной тележки, на верхней плоскости которой смонтирован дополнитайьный рольганг, размещенный параллельно продольной оси поточной линии на уровне рольгангов каждого потока, причем рольганг потока выполнен с разрывом по длине, расположенным по ходу тележки и равным длине дополнительного рольганга.
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Линия сборки и сварки балок в составе двух боковых и среднего продольных профилей | 1976 |
|
SU695790A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для изготовления пакетов шин | 1975 |
|
SU569433A1 |
.-fO
13
23 I /rv1
-.Ezfl
