Известен блок штампов, содержащий нижнюю плиту с установленными на ней пакетами штампов и механизмом подачи полосового материала.
Чтобы обеспечить смену блока, переналадку его вне оборудования и последующую установку на кулачковом штамповочном автомате, в предложенном блоке нижняя плита выполнена двухступенчатой с тремя взаимно перпендикулярными плоскостями, одна из которых является торцовой стороной верхней ступени, другая - верхним основанием 1чижней ступени, а третья - боковой стороной плиты. Осевая линия штампов, установленных на нлите, параллельна торцовой стороне, а верхние части штампов и механизм подачи непосредственно связаны с элементами привода автомата.
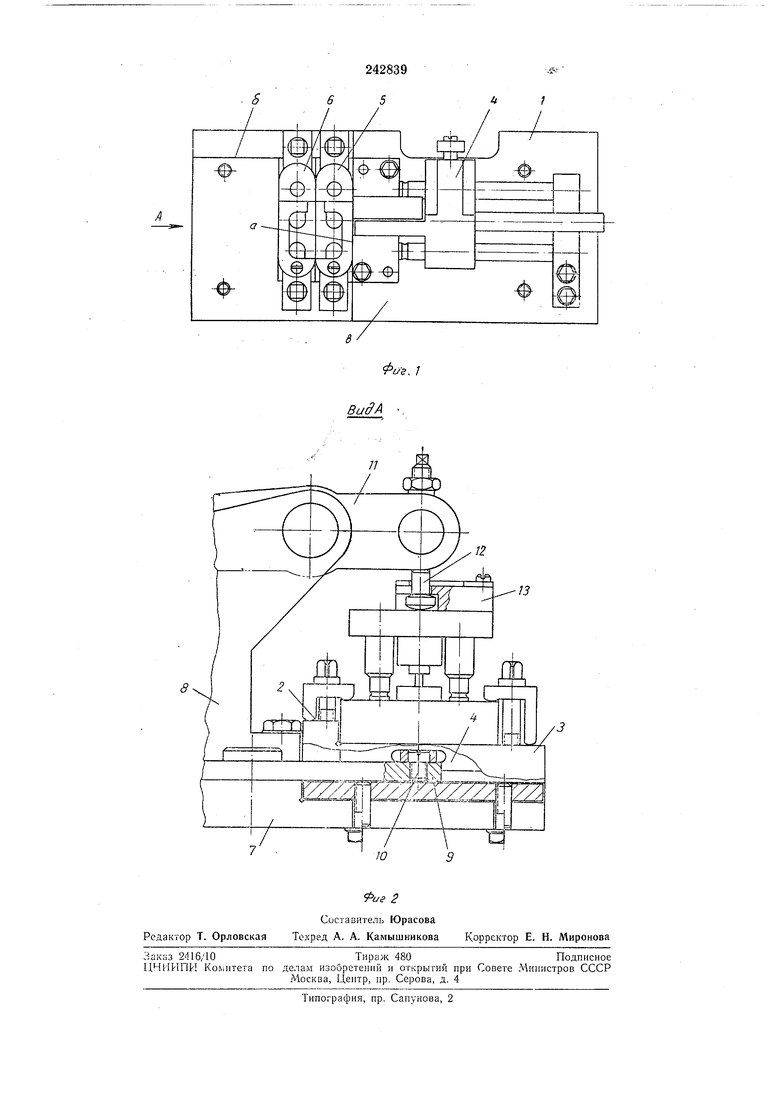
На фиг. 1 показан нредложенный сменный блок, вид в нлане; на фиг. 2 - то же, вид по стрелке А.
Сменный блок состоит из двухступенчатой плиты 1 со ступенями 2 и 5. На илите закреплены механизм подачи 4 и штампы . Механизм подачи 4 выставляется по плоскости а, а штампы 5 и 6 - по плоскости б. Плоскости а, б н в плиты взаимно перпендикулярны, а плоскость в, кроме того, параллельна осевой линии штампов.
Блок размещен на плите 7 многопозиционного кулачкового автомата 8. Механизм подачи 4 соедииен с рычагом 9 привода автомата винтом 10, а верхние части штампов 5 и 6 - с рычагом // посредством винтов 12 и поворотных планок 13, закрепленных на штампах.
П р е д м е т и 3 о б р е т е н и я
Блок штампов, содержащий нижнюю плиту с установленными на ней пакетами штампов и механизмом подачи полосового материала, отличающийся тем, что, с целью возможности
смены, переналадки его вне оборудования и дальнейшей установки на штамповочном, например, кулачковом автомате, нижняя плита выполпена двухступенчатой с тремя взаимно перпендикулярными плоскостями, одна из которых является торцовой стороной верхней ступени, другая - верхним основанием нижней ступени, а третья - боковой стороной плиты, при этом осевая линия штампов, установленных на плите, параллельна тордовой
стороне, а верхние части штампов и механизм подачи непосредственно связаны с элементами привода автомата.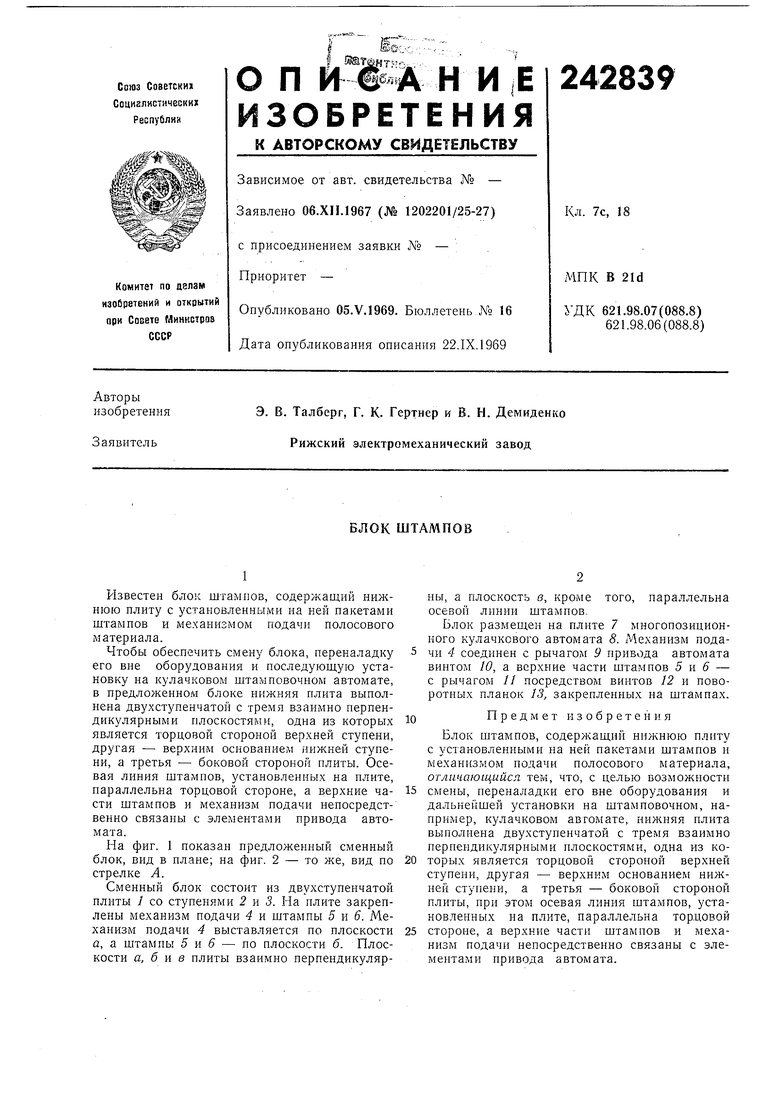
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПАКЕТОВ ПЛАСТИНЧАТЫХФИЛЬТРОВ | 1967 |
|
SU194762A1 |
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| Устройство для подачи и переноса заготовок в штампах | 1983 |
|
SU1175599A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Агрегатируемое устройство для установки деталей | 1987 |
|
SU1505744A1 |
| Штамповочный комплекс | 1981 |
|
SU1015991A1 |
| ШТАМПОВОЧНО-УКУПОРОЧНЫЙ АВТОМАТ | 1970 |
|
SU263425A1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |