-sj
ел ел
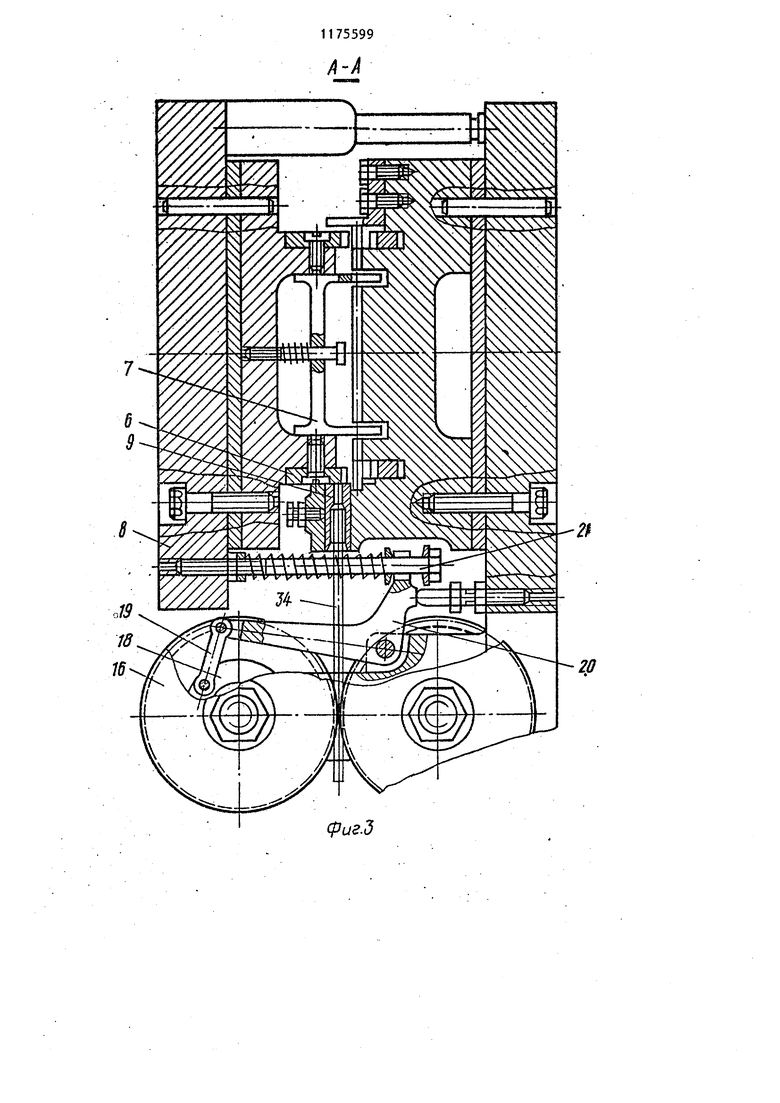
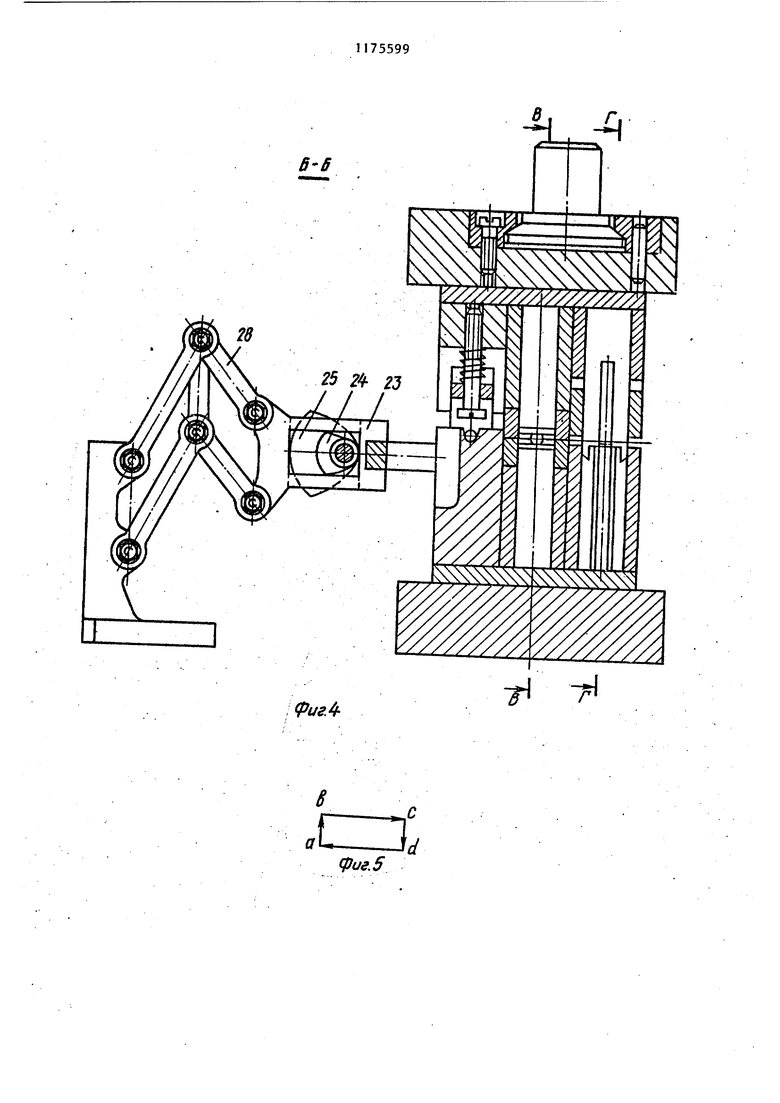
со со 111 Изобретение относится к кузнечнопрессовому оборудованию, в частности к средствам механизации ковки и штамповки в нггампах и на прессах. Цель изобретения - упрощение конструкции устройства. На фиг. :1 изображен штамп в плане на фиг. 2 - последовательность формообразования заготовок по позициям; на фиг 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез. Б-Б на фиг. 1; на фиг. 5 - траектория перемещения заготовок механизмом перемещения; на фиг. 6 - разрез В-В на фиг. 4 (в момент штамповки и переноса заготовок) на. фиг. 7 - разрез Г-Г на фиг. 4 (в момент переноса заготовок). Устройство для подачи и переноса заготовок применено в штампе, который содержит пакет 1 мерной резки проволоки, пакет 2 плющегатя, пакет 3 вырубки профиля отвертки, валковый механизм 4 подачи проволоки, механизм 5 переноса заготовок на рабочие ПОЗИ1ЩИ. Пакет 1.мерной резки проволоки состоит из подвижного ножа 6 и прижима 7, закрепленных к верхней плите 8 блока и отрезной матрицы 9. Пакетплющения содержит верхнюю и нижнюю матрицы 10, формирующие скосы отвертки, пуансоны 11 чеканки установленные с возможностью боково го перемещения при удлинении загото ки, и съемники 12. Пакет вырубки 3 содержит матрицу 13, пуансон 14 со съемником 15. Установочные гнезда всех пакетов находятся в одной плос кости. Валковый механизм подачи проволоки содержит пару валков 16, соединен ных зубчатой передачей 17, обгоняя муфту 18, сидящую , на валу одного из валков и связа:нну1о при помощи шатуна 19 Г-образного .рычага 20 и яги 21 с верхней плитой 8 блокаi Механизм переноса заготовок на рабочие позиции содержит каретку 22 в виде вилки, обхватывающей матрицы, пакетов, с тремя базовыми призмати.ческими гнездами под концы заготовок Шаг между гнездами равеншагу между установочными гнездами матриц. : В средней части каретка 22 снабжена вертикальным выступом 23, в котором выполнены два взаимно перпендикулярных паза, в которые вписаны два па-. раллельно расположенных кулачка 24 и 25, профили которых состоят из 9 двух противолежащих по прямому углу дуг окружности разньк радиусов и двух боковых одинаковых дуг., сопряженных с дугой меньшего радиуса. Кулачки 25 и 24 сидят на залу 26, связанном посредством трансмиссии 27 с кривошипным валом пресса, а каретка 22 закреплена к столу пресса через двойной шарнирньй параллелогранный четырехзвенник 28, благодаря чему она сохраняет в любом положении параллельнзто рабочей плоскости матриц ориентацию. Разность величин противолежащих радиусов большего кулачка 25 равна шагу и соответствует продольному ходу каретки 22. Поперечный ход ка.ретки 22, соответствующий. периметрам .меньшего кулачка 24, распределен примерно поровну относительно рабочей плоскости матриц. По боковым сторонам каретки 22 на кронштейнах 29 смонтированы подпрузсиненные прижимные губки 30 в виде пластин из пружинного материала, имеющие ось 31 поворота, расположенную вдоль , продольного хода каретки 22. В местах прижима заготовок к призматическим гнездам жесткость пластины уменьшена за счет ограничения ширины прижимаемого участка. Под губками между кронштейнами 29 на корпусе одной из матриц закре.плены ролики 32 на уровне, обеспечивающем контактирование с губками 30 при нижнем долоЖении каретки 22. Позицией 33 обозначена обрабаты ваемая проволока. Устройство для подачи и переноса заготовок в штамп-автомате работает следующим образом. Предварительно отрихтованная проволока 33 зажимается в ручьях валков 16 и пропускается через отверстие отрезной матрицы 9. Во время движения верхней плиты 8 блока вверх го--ловка тяги 21, .упираясь в конец Г-образного рычага 20, заставляет ег.о, повернуться и повернуть обойму обгонной муфты 18 вместе с валками 16 на угол, обеспечивающий ход подачи проволоки на длину заготовки двух д.еталей до упора. Движение верхней плиТы 8 блока вниз происходит при неподвижных валках. 16 и заканчивается отрезкой и укладкой заготовки в установочное гнездо. Каретка 2 механизма 5 переноса совер31
шает непрерывное движение по прямоугольной траектории (фиг, 5). При движении ее по нижней части траектории заготовки находятся в устанрвочньпе гнездах матриц, а губки 30, контактируя с роликами 32, отжаты от каретки 22 с небольшим зазором над заготовками (фиг. 6). При движении каретки 22 по вертикальным участкам траектории производится съем и установка заготовок в установочные гнезда матриц. При движении каретки 22 в верхней части траектории .ролики 32 не достигают губок 30 и заготовка зажаты своими концами в установочных гнездах каретки (фиг. 7). Происходит перенос заготовок. Согласованность прерывистого движения подачи проволоки 34 и непрерывного движе{1ия переноса заготовок определяется исключением возмож ности осуществления процессов резки и штамповки во время нахождения каретки 22 на верхней части траектории гнезда, одновременно осуществля55994
ются операщш отрезки, плкяцения
и чеканки, обрубки профиля и сброса
готовых деталей.
Наличие в штампе-автомате механизма, осуществляющего перенос заготовок на рабочие позиции по прямоугольной траектории, упрощает его конструкцию, так как исключает специальный привод для захватных органов, повышает точность позиционирования заготовок, так как их установка и съем происходит на вертикальных участках траектории после и до разворота для горизонтального перенеще5 ния при отсутствии инерционных сил, кроме того, этот механизм обеспечивает высокую надежность в условиях больших скоростей работы пресса позищюнирования заготовок на всех
0 установочньк гнездах каретки и матриц, так как передача заготовок с позиции на позицию производится без перерыва, а захватываемые концы заготовок при любом положении каретки всегда находятся в замкнутом периметре.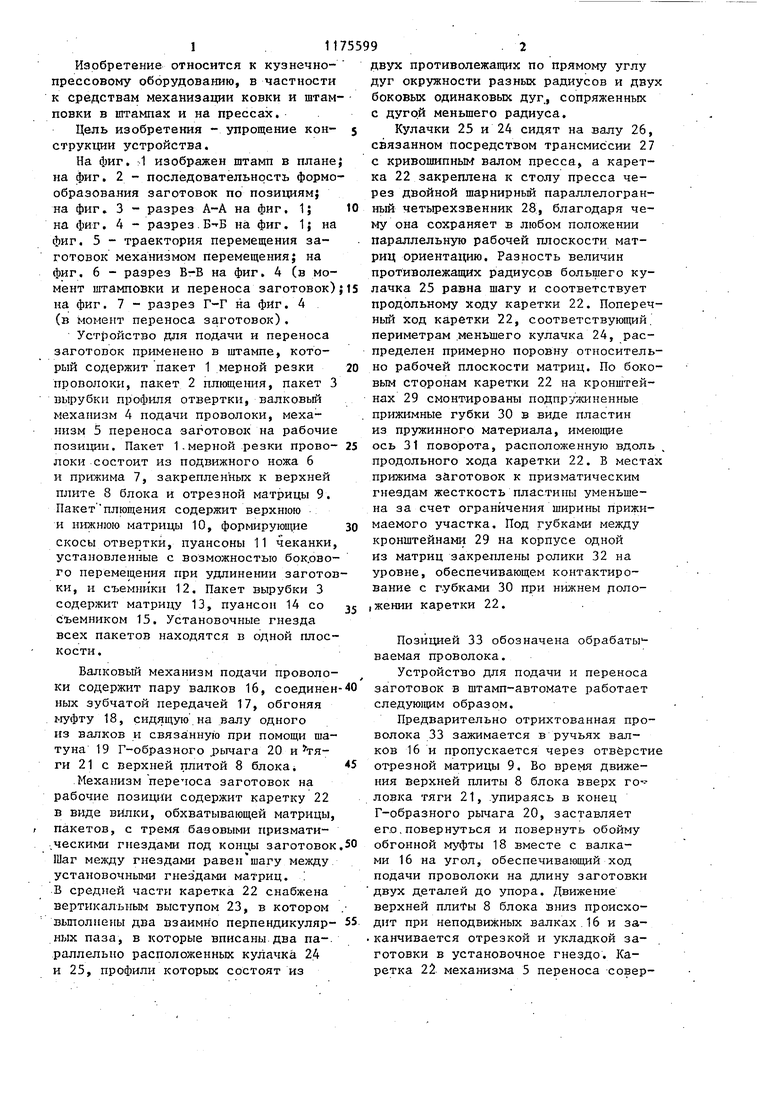

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи материала в зону обработки | 1987 |
|
SU1459782A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |

1. УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПЕРЕНОСА ЗАГОТОВОК В IIJTA fflAX, содержащее установленную мелсду плитат-ш штамла каретку с взаимно перпендикулярными пазами, установочньми гнездами и захватными органами, и привод каретки, состоящий из двойного шарнирного параллелограма и приводного вала с закрепленными на нем двумя расположенными в пазах каретки параллельными кулачками, профили которых образованы двумя противолежагщми дугами разных радиусов и двумя одинаковыми боковыми дугами, сопряженными с дугой меньшего радиуса, о т л и чающееся тем, что, с целью упрощения конструкции, захватные органы состоят из шарНИРно закрепленных на обоих сторонах каретки подпружиненных зажимных губок, установленных с возможностью взаимодействия с плитами штампа. 2. Устройство по п. 1, о т л иSчающееся тем, что, с целью |(Л повышения закрепления заготовок зажимные губки имеют прорези напро-. с тив установочных гнезд.
иО
иаг
КК
р1/гЛ
т1 т)
(риг. 5
С d
| Способ разрушения горных пород электрическим током | 1979 |
|
SU878934A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
