Известны пресс-формы для изготовления изделий из пластмасс, содержащие систему подвижных и неподвижных плит с установленными в них матрицей и пуансоном, направляюпд1е колонки и плиту выталкивателей с укрепленными в ней выталкивателями.
В таких пресс-формах возврат выталкивателей в исходное положение происходит при смыкании пресс-формы, что затрудняет установку ар.матуры при изготовлении изделий с арматурой.
Целью предлагаемого изобретения является устранение отмеченных недостатков, для чего пресс-форма снабжена размещенными в плите выталкивателей подпружиненными кулачками, взаимодействующими своими скосами с конической втулкой, укрепленной в промежуточной плите, а между плитой выталкивателей и промежуточной плитой помещена пружина.
Такое выполнение пресс-формы обеспечивает автоматический возврат выталкивателей до смыкания пресс-формы.
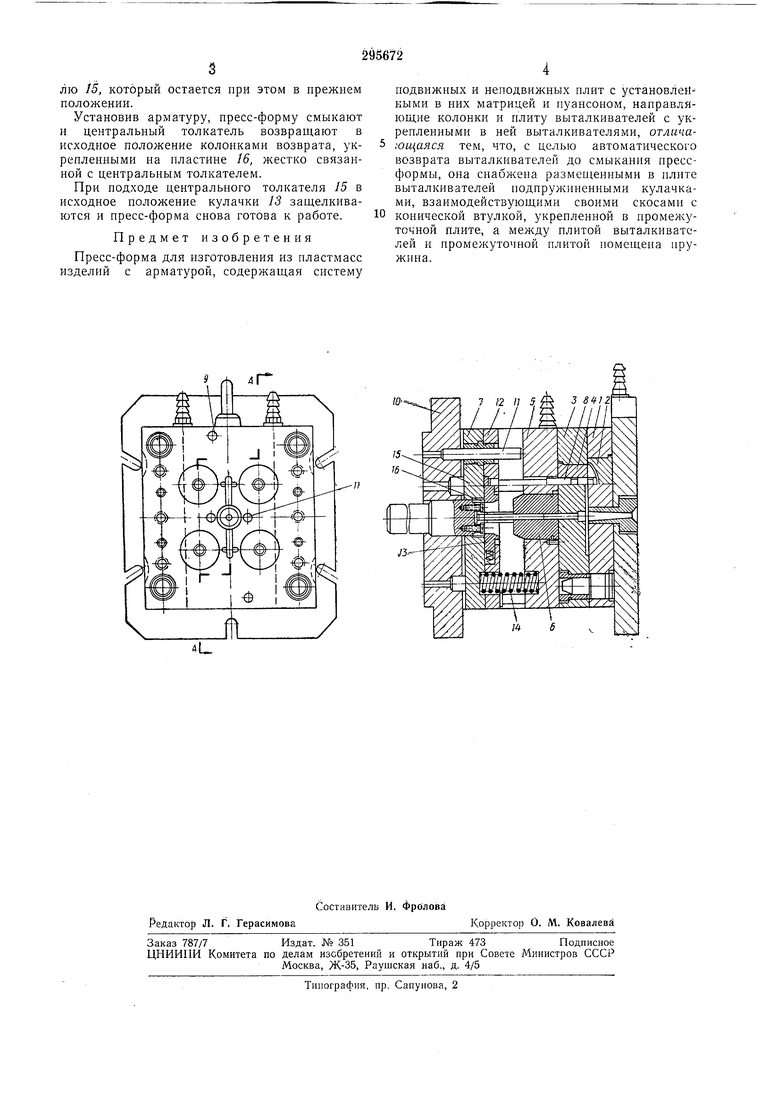
На чертеже изображена пресс-форма в разрезе и вид по Л-Л (с условно удаленной неподвижной частью).
Описываемая прессформа содержит неподвижную плиту /, в которой размещена матрица 2, подвижную плиту 3 с укрепленным в ней пуансоном 4, промежуточную плиту 5, на которой закреплена коническая втулка 6, плиту выталкивателей 7 с выталкивателями 8 и колонками возврата 9, плиту W с направляющими колонками //. В плите 12 размещены
подпружиненные кулачки 13. Пружина 14 размещена между промежуточной плитой 5 и плитой выталкивателей 7. В центральном толкателе 15 закреплена пластина 16, служащая держателем для колонок возврата. В плите 10
размещены эластичные амортизаторы.
Пресс-форма работает следующим образом. После отливки изделия происходит его выталкивание и установка арматуры в пресс-форму, для чего осун1ествляют разъем пресс-формы, при этом подвижная часть пресс-формы отходит влево, центральный толкатель 15, упираясь в неподвижный упор литьевой мащпны, нажимает на укрепленные на плите 12
подпружиненные кулачкп 13 и перемещает плиты 12 и 7, жестко связанную с последпей, но направляющим колонкам // до тех пор, пока кулачкп 13 своими скосами не войдут в соприкосновение с конической втулкой 6, в
этот момент происходит сталкивание изделий, после чего кулачки 13, взаимодействуя с втулкой 6, разжимаются и выходят из контакта с пластиной 16, а затем под действием пружины 14 плиты 7 и 12 возвращаются в исходное лю 15, который остается при этом в прежнем положении. Установив арматуру, пресс-форму смыкают и центральный толкатель возвращают в исходное положение колонками возврата, укрепленными на пластине 16, жестко связанной с центральным толкателем. При подходе центрального толкателя 15 в исходное положение кулачки 13 защелкиваются и пресс-форма снова готова к работе. Предмет изобретения Пресс-форма для изготовления из пластмасс изделий с арматурой, содержащая систему подвижных и неподвижных плит с установленными в них матрицей и пуансоном, направляющие колонки и плиту выталкивателей с укрепленными в ней выталкивателями, отличающаяся тем, что, с целью автоматического возврата выталкивателей до смыкания прессформы, она снабжена размеп1енными в плите выталкивателей подпружипенными кулачками, взаимодействующими своими скосами с конической втулкой, укрепленной в промежуточной плите, а между плитой выталкивателей и промежуточной плитой помещена пружина.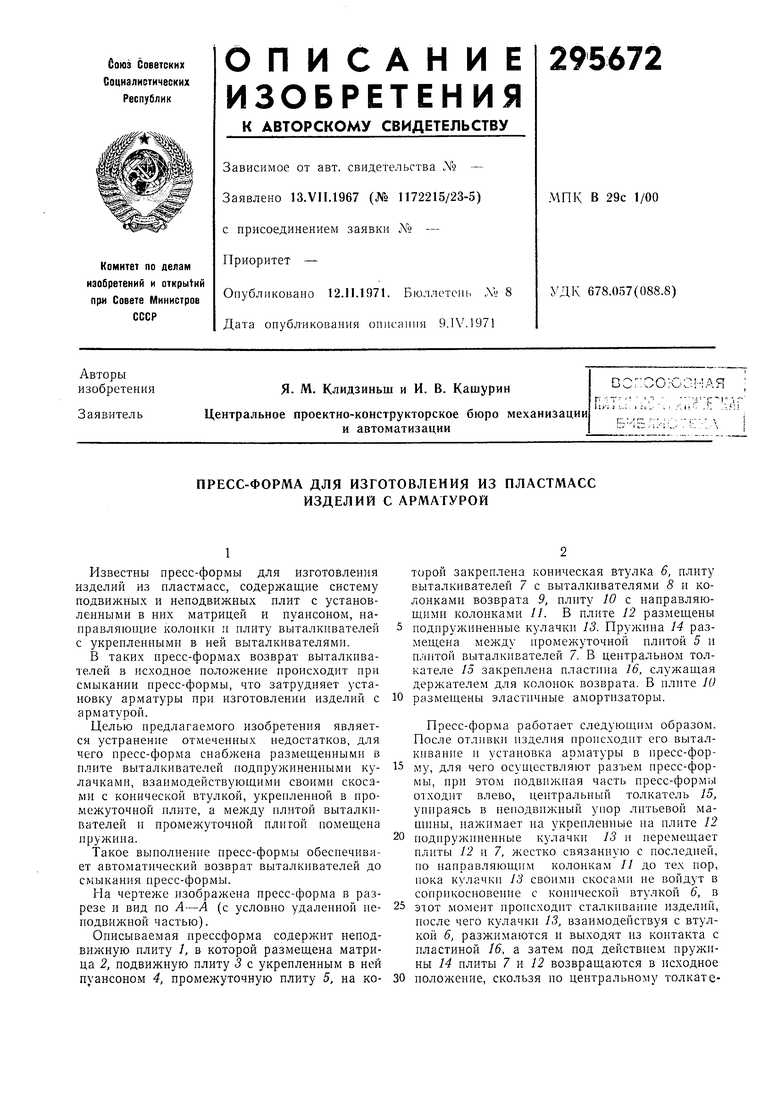
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
| Пресс форма для изготовления из полимеров изделий с арматурой | 1973 |
|
SU455864A1 |
| СДВОЕННАЯ ПРЕССФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1966 |
|
SU214756A1 |
| Пресс-форма | 1975 |
|
SU515645A1 |
| Пресс-форма для изготовления изделий из термореактивных пластмасс | 1981 |
|
SU946970A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
4П
7 12 П 5 9 3
Ю
