Известны способы и устройства для снятия заусенцев. Известны также установки секционного типа для снятия заусенцев с мелких деталей.
В предложенной установке рабочие позиции связаны едиными трубопроводами со встроенными двухсторонними эжекторами.
Это позволяет автоматизировать загрузку и выгрузку обрабатываемых деталей.
С целью исключения утечки инертного газа, находящегося в вапне под избыточным давлением, заслонки выполнены в виде обратного конуса, поджимаемого к горловине ванны пневматическим двигателем.
На чертеже представлена описываемая установка.
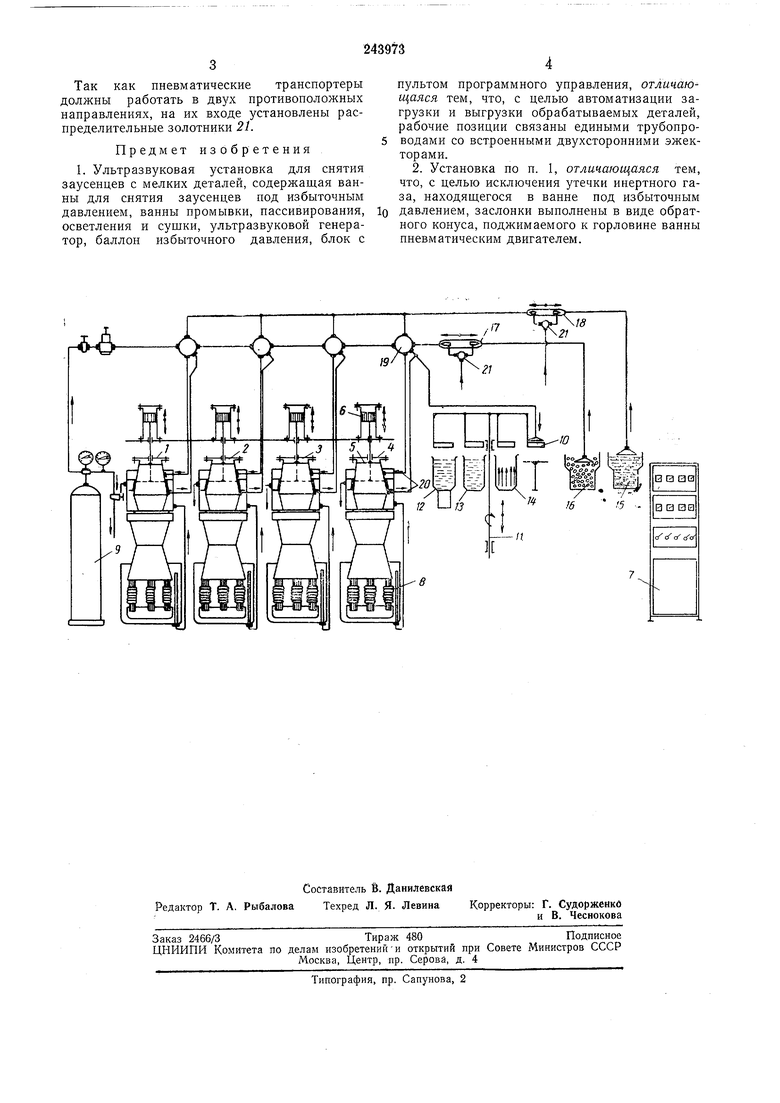
В ванне 1, 2, 3 и 4 установки подводят давление и подают рабочую жидкость, например суспензию карборунда, и обрабатываемые детали из различных материалов (сталь, латунь, алюминий и др.). Ванны, закрытые герметичными заслонками 5, управляемыми пневматическими двигателями 6, питаются от ультразвукового генератора 7 вибратора 8, встроенного в их дно. Давление в ваннах создается нейтральным газом, подаваемым из баллона 9.
ройством 11 ПО заданной программе в ванну 12 промывки холодной водой, ванну 13 пассивации и ванну 14 для сушки обработанных деталей.
Рабочая жидкость из емкости 15 и обрабатываемые детали из емкости 16 направляются пневматическими транспортерами 17 и 18 эжекционного типа в ванны 1, 2, 3 и 4 для снятия заусенцев, промывки, пассивирования
(стальных деталей), осветления (латунных деталей), сушки, на позицию загрузки и выгрузки.
Распределение цикла работы ио позициям ультразвуковой установки ведется по заданной программе в зависимости от обрабатываемых деталей с помощью многоходовых золотников 19, установленных на рабочих позициях ванн /, 2, 3 и 4 и на позициях загрузки и выгрузки.
Ванны 1, 2, 3 а. 4 снабжены трубоироводами 20, которые обеснечивают надежную герметизацию при подаче в ванны рабочего давления газа из баллона 9 через золотник 19
и создают подсос воздуха во время работы пневматического транспортера при передаче обрабатываемых деталей и обрабатывающей жидкости из ванны в ванну (в этот момент трубопровод 20 соединяет ванны 1, 2, 3 и 4
Так как пневматические транспортеры должны работать в двух противоположных направлениях, на их входе установлены распределительные золотники 21.
Предмет изобретения
1. Ультразвуковая установка для снятия заусенцев с мелких деталей, содержащая ванны для снятия заусенцев под избыточным давлением, ванны промывки, пассивирования, осветления и сушки, ультразвуковой генератор, баллоц избыточного давления, блок с
пультом программного управления, отличающаяся тем, что, с целью автоматизации загрузки и выгрузки обрабатываемых деталей, рабочие позиции связаны едиными трубопроводами со встроенными двухсторонними эжекторами.
2. Установка по п. 1, отличающаяся тем, что, с целью исключения утечки инертного газа, находящегося в ванне под избыточным
давлением, заслонки выполнены в виде обратного конуса, поджимаемого к горловине ванны пневматическим двигателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ПРОМЫВКИ ДЕТАЛЕЙ | 1973 |
|
SU385638A1 |
| Установка для жидкостной очистки и подобной обработки деталей | 1978 |
|
SU753499A1 |
| ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU377454A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ ВЕРТИКАЛЬНОЙ ОЧИСТКИ ПОВЕРХНОСТИ КРУГЛЫХ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2006 |
|
RU2327247C1 |
| Линия для химической обработки изделий | 1981 |
|
SU998586A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ полыхДЕТАЛЕЙ | 1972 |
|
SU331826A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |
| Установка для промывки деталей | 1980 |
|
SU956070A1 |
| ЛИНИЯ МОЙКИ И СУШКИ КОНЦЕВЫХ ДЕТАЛЕЙ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2229179C2 |
