1
Изобретение относится к установкам ультразвуковой промывки деталей.
Известна установка ультразвуковой промывки деталей, например, точной оптики в агрессивных и взрывоопасных средах, содержащая последовательно расположенные ванны с камерами ультразвуковой и душевой промывки, герметичные заслонки для отделения одной камеры с агрессивной средой от другой, кассеты для )азмещения обрабатываемых деталей, пневматический прямолинейиый транспортер для перемещения кассет, системы непрерывной подачи и очистки рабочей среды в камеры ультразвуковой и дущевой промывки, систему пожаротушеиия и вентиляции, ультразвуковой генератор и пульт управления.
В предлагаемой установке для обеспечения тexнo oгичпocти ее сборки, а также возможности переналадки ванны выполнены в виде автономных агрегатных узлов, а каждая заслонка включает вертикальную перемещаемую щарнирно-рычажиую систему с двумя запирающими поверхностями, перемещающимися горизонтально при вертикальном перемещении системы. Для автоматизации процесса загрузки и выгрузки кассет с обрабатываемыми деталями, в начале и в конце установки раз1мещвны ма1га:3И1НЫ-(наддапители, ;работ.ающие синхронно с транспортером благодаря установленным на его пневмопроводах блокировочных золотников. Передача кассет с обрабатываемыми деталями осуществляется за два двойных хода транспортера закрепленными на его щтангах и перемещающимися только внутри рабочих камер подпружиненными защелками, перемещающими кассету сначала за заднюю, а потом за переднюю поверхности, на которых имеются специальные выступы, а в системе управления установлен пневматический счетчик числа ходов.
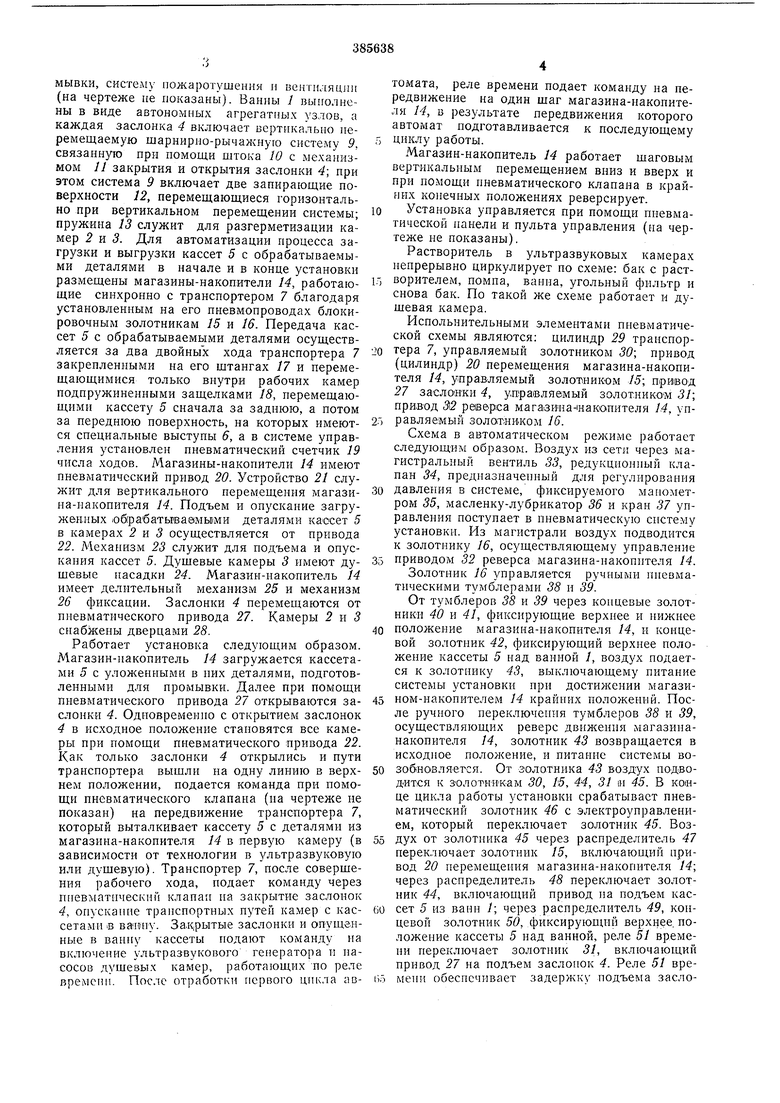
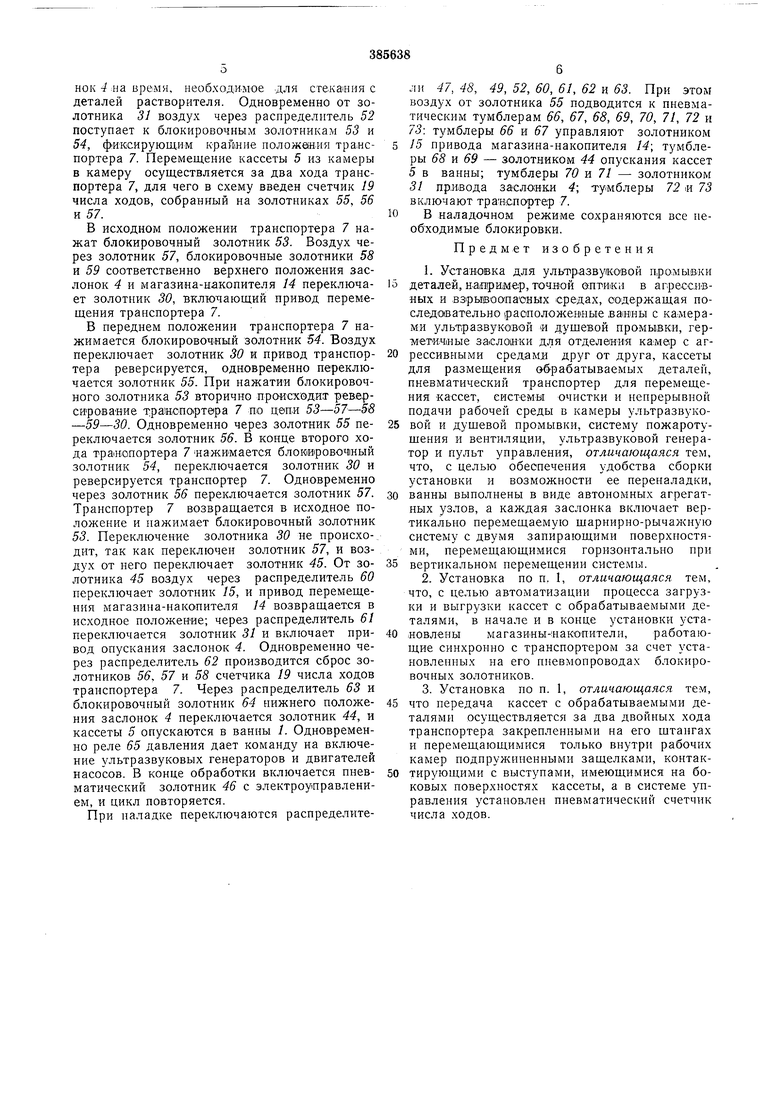
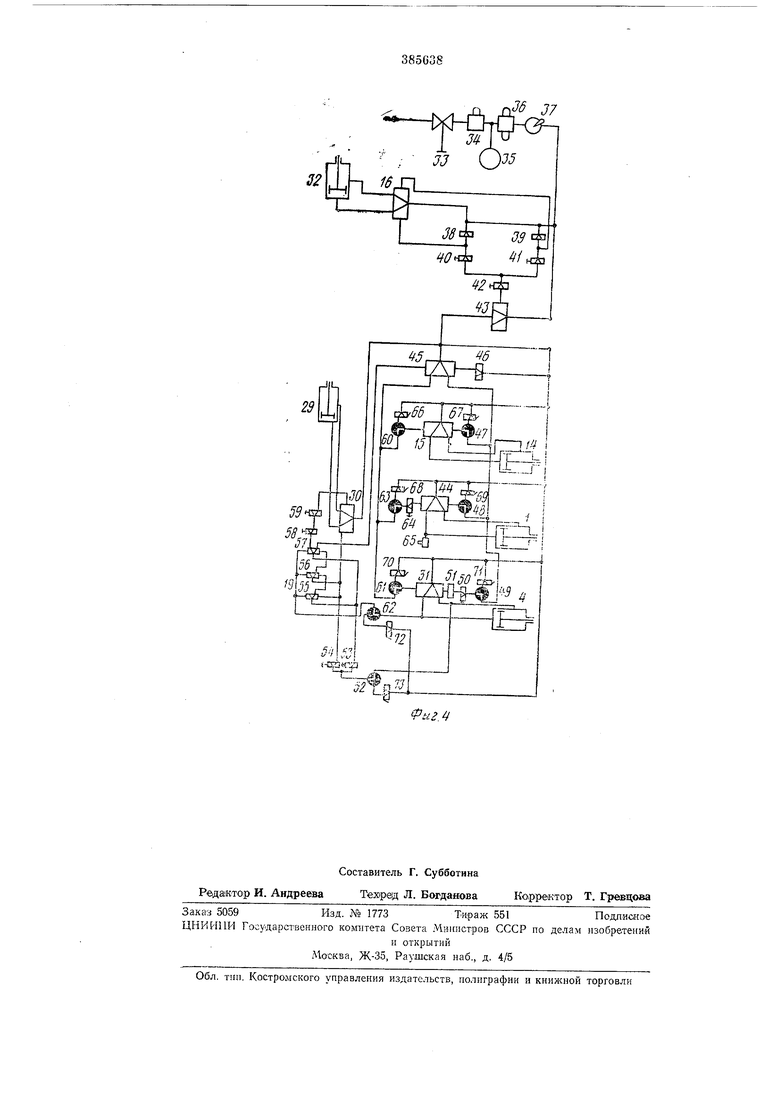
Па фиг. 1 изображена установка в продольном разрезе; на фиг. 2 - то же, в плане; на фиг. 3 - герметичная заслонка между камерами; на фиг. 4 - пневматическая схема установки.
Установка ультразвуковой про.мывки детаЛИ, например, точ«ой оптшки, в апрессивиых и
взрывоопасных средах, содержит последотельно расположенные ванны 7, выполненные
в виде автономных агрегатных узлов с камерами 2 и 3 соответственно ультразвуковой и дущевой промывки; герметичные заслонки 4 для отделения одной камеры с агрессивной средой от другой; кассеты 5 с выступами 6
для перемещения обрабатываемых деталей; пневматический прямолинейный транспортер 7 с пневматическим приводом 8 для перемещения кассет 5 системы непрерывной подачи и очистки рабочей среды в камеры 2 и 3 соответственно ультразвуковой и душевой промывки, систему пожаротушения и вентиляции (на чертеже не показаны). Ванны 1 выполнены в виде автономных агрегатных узлов, а каждая заслонка 4 включает вертикально перемещаемую шарнирно-рычажную систему 9. связанную при помощи штока 10 с механизмом 11 закрытия и открытия заслонки 4; при этом система 9 включает две запирающие поверхности 12, перемещающиеся горизонтально при вертикальном перемещении системы; пружина 13 служит для разгерметизации камер 2 и 3. Для автоматизации процесса загрузки и выгрузки кассет 5 с обрабатываемыми деталями в начале и в конце установки размещены магазины-накопители 14, работающие синхронно с транспортером 7 благодаря установленным на его пневмопроводах блокировочным золотникам 15 и 16. Передача кассет 5 с обрабатываемыми деталями осуществляется за два двойных хода транспортера 7 закрепленными на его щтангах 17 и перемещающимися только внутри рабочих камер подпружиненными защелками 18, перемещающими кассету 5 сначала за заднюю, а потом за переднюю поверхность, на которых имеются специальные выступы 6, а в системе управления установлен пневматический счетчик 19 числа ходов. Магазины-накопители 14 имеют пневматический привод 20. Устройство 21 служит для вертикального перемещения магазина-накопителя 14. Подъем и опускание загруженных обрабатьтваа.мьши деталями кассет 5 в камерах 2 н 3 осуществляется от привода 22. Механизм 23 служит для подъема и опускания кассет 5. Душевые камеры 3 имеют душевые насадки 24. Магазин-накопитель 14 имеет делительный механизм 25 и механизм 26 фиксации. Заслонки 4 перемещаются от пневматического привода 27. Камеры 2 i 3 снабжены дверцами 28.
Работает установка следующим образом. Магазин-накопитель 14 загружается кассетами 5 с уложенными в них деталями, подготовленными для промывки. Далее при помощи пневматического привода 27 открываются заслонки 4. Одновременно с открытием заслонок 4 в исходное положение становятся все камеры при помощи пневматического привода 22. Как только заслонки 4 открылись и пути транспортера вышли на одну линию в верхнем положении, подается команда при помощи пневматического клапана (на чертеже ие показан) на передвижение транспортера 7, который выталкивает кассету 5 с деталями из магазина-накопителя 14 в первую камеру (в зависимости от технологии в ультразвуковую или душевую). Транспортер 7, после совершения рабочего хода, подает команду через пгювматический клапан па закрытие заслонок 4, опускание транспортных путей камер с кассетами В ваатну. Закрытые заслонки и опушеиные в ванну кассеты ггодают команду на включение ультразвукового генератора н насосов душевых камер, работающих по реле времени. После отработки первого цикла авомата, реле времени подает команду на пеедвижение на один шаг магазина-накопитея 14, в результате передвижения которого втомат подготавливается к последующему
циклу работы.
Магазин-накопитель 14 работает шаговым вертикальным перемещением вниз и вверх и при помощи пневматического клапана в крайних конечных положениях реверсирует.
Установка управляется при помощи пневматической панели и пульта управления (на чертеже не показаны).
Растворитель в ультразвуковых камерах непрерывно циркулирует по схеме: бак с растворителем, помпа, ванна, угольный фильтр и снова бак. По такой же схеме работает и душевая камера.
Испольнительными элементами пневматической схемы являются: цилиндр 29 транспортера 7, управляемый золотником 30; привод (цилиндр) 20 перемещения магазина-накопителя 14, управляемый золотником /5; привод 27 заслонки 4, управляемый золотником 31; привод 32 peiBepca магазина-наконителя 14, управляемый золот-ником 16.
Схема в автоматическом режиме работает следующим образом. Воздух из сети через магистральный вентиль 33, редукционный клапан 34, предназначенный для регулирования
давления в системе, фиксируемого манометром 35, масленку-лубрикатор 55 и кран 37 управления поступает в пневматическую систему установки. Из магистрали воздух подводится к золотнику 16, осуществляющему управление
приводом 32 реверса магазина-накопителя 14. Золотник 16 управляется ручными ипевматическими тумблерами 38 и 39.
От ту.мблеров 38 и 39 через концевые золотники 40 и 41, фиксирующие верхнее и нижнее
положение магазина-накопителя 14, и концевой золотник 42, фиксирующий верхнее положение кассеты 5 над ванной /, воздух подается к золотнику 43, выключающему питание системы установки при достижении магазином-накопителем 14 крайних положений. После ручного переключения тумблеров 58 и 39, осуществляющих реверс движения магазинанакопителя 14, золотник 43 возвращается в исходное положение, и питание системы возобновляегся. От золотника 43 воздух подводится к золотникам 30, /5, 44, 31 и 45. В ко«це цикла работы установки срабатывает пневматический золотник 46 с электроуправлением, который переключает золотник 45. Воздух от золотника 45 через распределитель 47 переключает золотник 15, включающий привод 20 перемещения магазина-накопителя 14; через распределитель 48 переключает золотник 44, включающий привод на подъем кассет 5 из ванн /; через распределитель 49, концевой золотник 56, фиксирующий верхнее, положение кассеты 5 над ванной, реле 51 времени переключает золотник 31, включающий привод 27 на подъем заслонок 4. Реле 51 времени обеспечивает задержку подъема заелонок 4 иг. время, необходимое для сте.ка1ния с деталей растворителя. Одновременно от золотника 31 воздух через распределитель 52 поступает к блокировочным золотникам 53 и 54, фиксирующ.им крайние положения транспортера 7. Перемещение кассеты 5 из камеры в камеру осуществляется за два хода транспортера 7, для чего в схему введен счетчик 19 числа ходов, собранный на золотниках 55, 56 и 57.
В исходном положении транспортера 7 нажат блокировочный золотник 53. Воздух через золотник 57, блокировочные золотники 58 и 59 соответственно верхнего положения заслонок 4 и магазина-накопителя 14 переключает золотник 30, включающий привод перемещения транспортера 7.
В переднем положении транспортера 7 нажимается блокировочный золотник 64. Воздух переключает золотник 30 и привод транспортера реверсируется, одновременно переключается золотник 55. При нажатии блокировочного золотника 53 вторично праисгодит реверсирование .спартера 7 по цеаи 53-57-53 -55-30. Одновременно через золотник 55 переключается золотник 56. В конце второго хода транопортера 7 нажимается блок1И1ровоч1ный золотник 54, переключается золотник 30 и реверсируется транспортер 7. Одновременно через золотник 56 переключается золотник 57. Транспортер 7 возвращается в исходное положение и нажимает блокировочный золотник 53. Переключение золотника 30 не происходит, так как переключен золотник 57, и воздух от него переключает золотник 45. От золотника 45 воздух через распределитель 60 переключает золотник 15, и привод перемещения магазина-накопителя 14 возвращается в исходное положение; через распределитель 61 переключается золотник 31 и включает привод опускания заслонок 4. Одновременно через распределитель 62 производится сброс золотников 56, 57 и 58 счетчика 19 числа ходов транспортера 7. Через распределитель 63 и блокировочный золотник 64 нижнего положения заслонок 4 переключается золотник 44, и кассеты 5 опускаются в ванны /. Одновременно реле 65 давления дает команду на включение ультразвуковых генераторов и двигателей насосов. В конце обработки включается пневматический золотник 46 с электроуправлением, и цикл повторяется.
При наладке переключаются распределители 4/, 48, 49, 52, 60, 61, 62 и 63. При этом воздух от золотника 55 подводится к пневматическим тумблерам 66, 67, 68, 69, 70, 71, 72 и тумблеры 66 и 67 управляют золотником 15 привода магазина-накопителя 14; тумблеры 68 и 69 - золотником 44 опускания кассет 5 в ванны; тумблеры 70 и 71 - золотником 31 привода заслонки 4; тумблеры 72 « 73 включают трав.спортер 7.
В наладочном режиме сохраняются все необходимые блокировки.
Предмет изобретения
1. Установка для ультразвуковой пр01мывки
деталей, например, точной оптики в агрессивных и взрывоапаоных средах, содержащая последовательно (расположенные ваииы с камерами ультразвуковой « душевой промывки, гер-меги:41ные заслонки для отделем ия ка:мвр с агрессивными средами друг от друга, кассеты для размещения обрабатываемых деталей, пневматический транспортер для перемещения кассет, системы очистки и непрерывной подачи рабочей среды в камеры ультразвуковой и душевой промывки, систему пожаротушения и вентиляции, ультразвуковой генератор и пульт управления, отличающаяся тем, что, с целью обеспечения удобства сборки установки и возможности ее переналадки,
ванны выполнены в виде автономных агрегатных узлов, а каждая заслонка включает вертикально перемещаемую шарнирно-рычажную систему с двумя запирающими поверхностями, перемещающимися горизонтально при
вертикальном перемещении системы.
2.Установка по п. 1, отличающаяся тем, что, с целью автоматизации процесса загрузки и выгрузки кассет с обрабатываемыми деталями, в начале и в конце установки установлены магазины-накопители, работающие синхронно с транспортером за счет установленных на его пневмопроводах блокировочных золотников.
3.Установка по п. 1, отличающаяся тем, что передача кассет с обрабатываемыми деталями осуществляется за два двойных хода транспортера закрепленными на его штангах и перемещающимися только внутри рабочих камер подпружиненными защелками, контактирующими с выступами, имеющимися на боковых поверхностях кассеты, а в системе управления установлен пневматический счетчик числа ходов.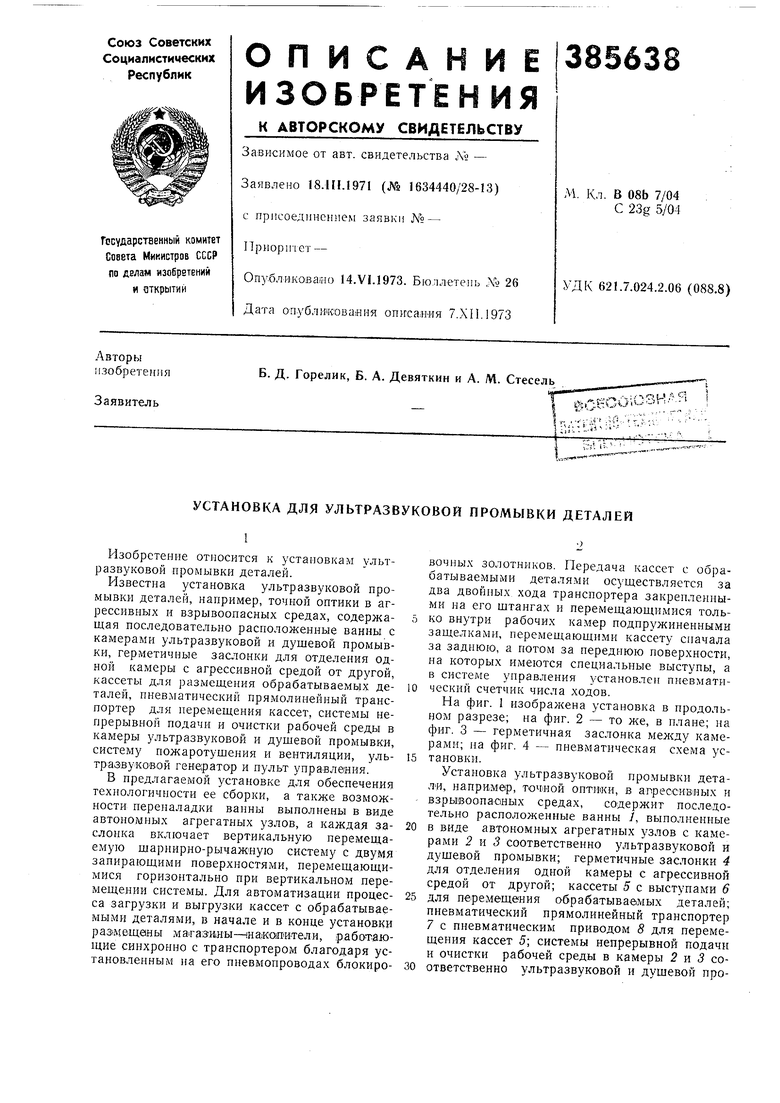
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ снятия ЗАУСЕНЦЕВ | 1969 |
|
SU243973A1 |
| СХЕМА ТРАНСПОРТНОГО УСТРОЙСТВА АВТОМАТИЧЕСКОЙ ЛИНИИ С РАЗВЕТВЛЕННЫМ ПОТОКОМ | 1967 |
|
SU198869A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА | 1972 |
|
SU347371A1 |
| УСТАНОВКА ДЛЯ РАСПРЕССОВКИ ПОДШИПНИКЬв И ОЧИСТКИ БУКС ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО | 1973 |
|
SU383641A1 |
| ВСГСОЮЗНАЯ ' Типография издательства ЦК ВЛКСМ «Молодая гвардия» I ;:'?;|;';х(; :^;:ц;'",со1; ,;'_______^^, ,' j" -.А'" ;j •• ••• --.-\. | 1971 |
|
SU303213A1 |
| УСТРОЙСТВО для очистки ДЕТАЛЕЙ | 1969 |
|
SU251386A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ | 1968 |
|
SU211902A1 |
(I № j-j№ .u 1p;iii ,L &y
-Sf
rifff
J
& a
/
.Jn rti-Aj -л - /
.36 37
