Изобретение относится к установкам для проведения технологических процессов в жидкости, в частности для промывки деталей в агрессивных, взрыво- и пожароопасных средах изделий различных производств.
Известны установки для промывки деталей, содержащие зоны загрузки и выгрузки, последовательно расположенные герметизированные камеры промывки, ополаскивания и сушки, контейнеры, транспортер и элементы фиксации транспортеров в камерах Cl.
Недостатками данной установки является сложность конвейерного пути, наличие нескрльких последовательно действующих приводов, что снижает возможность надежной работы установки. Кроме того, при ка)эдом шаге конвейера камеры разгерметизируются, что исключает возможность применения для промывки агрессивных, взрыво- и пожароопасных сред.
Надежным транспортным средством Является шаговое устройство с поворотной, штангой, снабженной рычагами и взаимодействующей при повороте с элементами фиксации С2.
Однако такое шаговое устройство требует помимо привода продольного.
перемещения еще и привод поворота штанги.
Наиболее близким к изобретению является установка для промывки деталей в агрессивных, взрыво- и пожароопасных средах, содержащая- зоны загрузки и выгрузки, снабженные герметичными заслонками, послех ватель-но расположенные камеры промывки,
10 ополаскивания и сушки, разделенные шторками с приводом их открывания, контейнеры с выступами на боковых поверхностях, шаговый штанговый транспортер перемещения контейнеров с
15 элементами захвата контейнеров З.
Недостатками этой установки является отсутствие элементов фиксации контейнеров на рабочих позициях в камерах, что создает возможность
20 сдвига контейнеров при обратном (холостом) ходе штанги транспортера, а также возможность смещения контейнеров транспортером при. закрытых шторках, так как последние имеют са25мостоятельный привод.
. Целью изобретения является повышение надежности работы установки.
Это достигаетсй тем, что в установке для промывки деталей в агресси30вных, взрыво- и пожароопасных средах,
содержащей зоны загрузки и выгрузки:, снабженные герметичными заслонками, последовательно расположенные камеры промывки, ополаскивания и сушки, разделенные шторками с приводом их открывания, контейнеры с выступами на боковых поверхностях и шаговый штанговый транспортер перемещения контейнеров с элементами захвата контейнеров, шаговый транспортер выполнен поворотным относительно своей .оси, а его штанга имеет участки с треугольным сечением по числу шторок и неподвижные в осевом направлении постранственные рычажные кулачковые муфты, установленные на соответствующих треугольных участках штанги и связанные со шторками посредством гибкой связи.
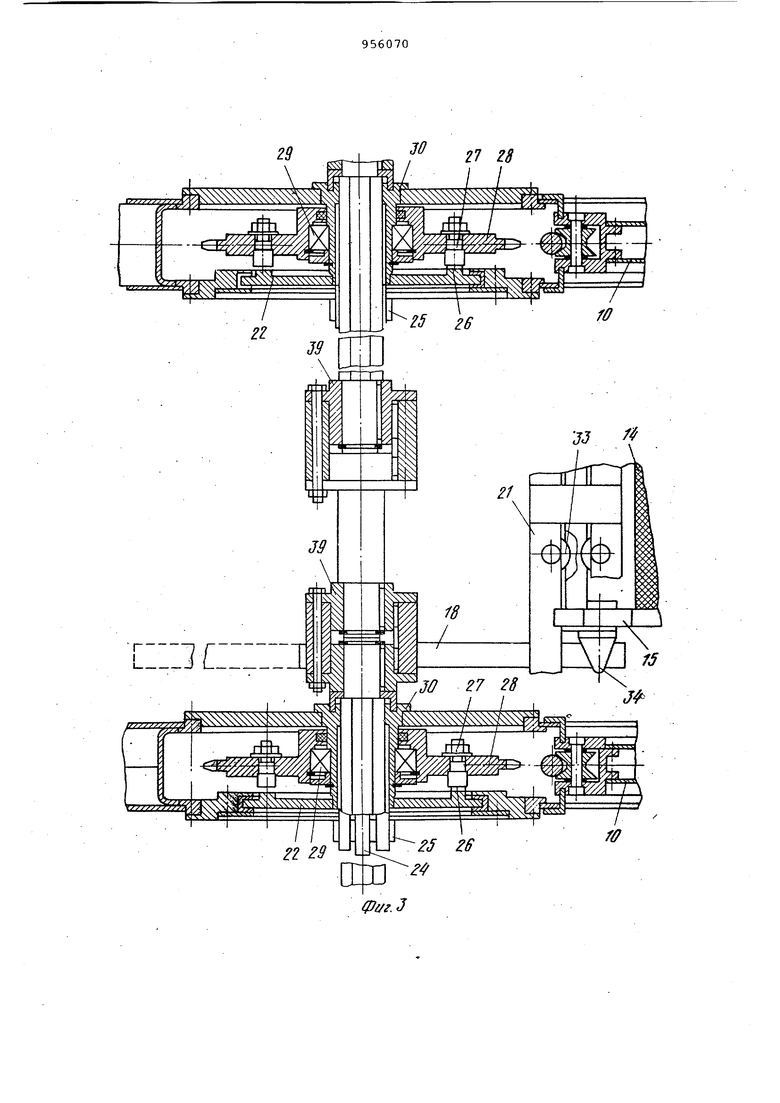
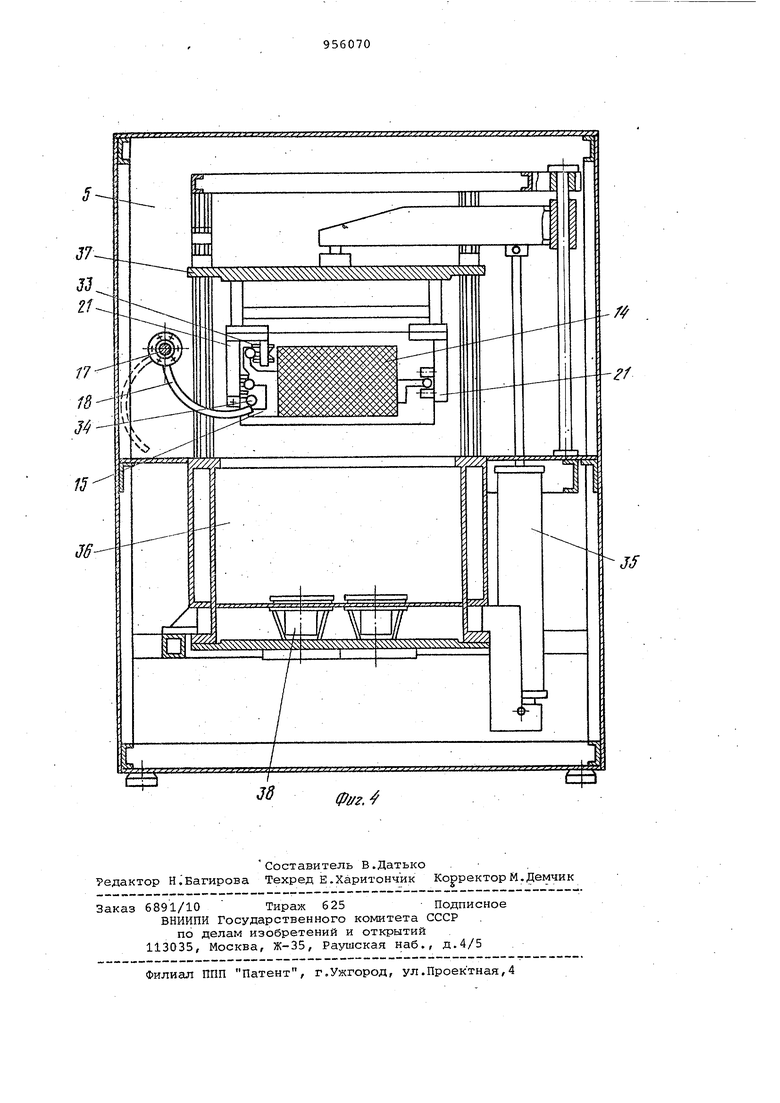
На фиг.1 схематически изображена установка, общий вид, в плане; на фиг.2 - схема механизма открывания шторок , на фиг. 3 - шаговый штанговый транспортер,на фиг . 4 - камера промывк вертикальное, сечение.
Установка промывки деталей содержит зоны 1 и 2 соответственно загрузки и выгрузки с загрузочным и разгрузочным столиками 3 и. 4, последовательно расположенные камеру 5 промывки, камеры б и 7 соответственно ополаскивания и сушки, в которых установлены кантователи 8 с механизмами 9 вращения кантователей, шторки 10, отделяющие камеры друг от друга, с механизмами 11 открывания этих шторок, герметичные заслонки 12 и 13, закрывающие загрузочный и разгрузочный проемы, контейнеры 14 с выступами 15 на боковых поверхностях для перемещения обрабатываемых деталей, шаговый транспортер 16, состоящий из штанги 17 с жестко закрепленными на ней рычагами 18, механизм 19 перемещения штанги в осевом направлении и механизм 20 поворота штанги, транспортные пути 21 для перемещения контейнеров 14, штанга 17 установлена в поводках, 22 и образует с НИШЕ одноподвижную поступательную кинематическую пару с треугольным ползуном, для чего штанга 17 имеет участки с треугольным сечением 23 по числу шторок.
Поводки 22 для снижения трения со штангой снабжены .подшипниками 24 качения, установленными на осях 25, закрепленных на поводках 22, и вращают.ся вместе со штангой 17 в подшипниках скольжения, установленных в ст енках камер, Поводки 22 имеют выступы 26, взаимодействующие при повороте штанги с пальцами 27, установленными на боковой поверхности звездочки 28, сидящей на подшипниках 29 вала 30 поводка 22. Поводок со звездочкой образует пространственную рычажно-кулачковую муфту.
Механизм 11 открывания шторок помимо рычажно-кулачковой пространственной муфты включает гибкук) связь, выполненную в виде цепи 31, и направляющую звездочку 32. Транспортные
5 пути 21 имеют роликовые опоры 33 и снабжены на каждой позиции элементами 34фиксации, взаимодействующими с рычагами 18, а также имеют участки, снабженные приводами 35 опускания их
0 в ванны 36. Указанные участки могут быть жестко связаны с герметизирующей ванну 36 крышкой 37. В дно ванн промывки и ополаскивания могут быть встроены ультразвуковые излучатели
5 38.
Для обеспечения возможности монтажа сил штанги выполнен составным, участки которого соединены между соГ5г й муфтами 39.
Q Установка работает следующим об.разом.
Контейнер 14, загруженный деталями, устанавливают на загрузочный
столик 3. Открывают герметичные заслонки 12 и13 и контейнер по транспортным путям 21 перемещают в зону 1 до тех пор, пока элемент фиксации не войдет в выступ 15 на контейнере 14, а контейнер с ранее обработанными деталями перемещают из зоны выгрузки 2
0 на разгрузочный столик 4, после чего герметичные заслонки 12 и 13 закрывают: и включают механизм 2U поворота штанги.Штанга 17 поворачивается вместе с рычагами 18 и поводками 22, которые
5 своими двумя выступами 26 входят в зацепления с двумя пальцами 27, в результате чего приводная звездочка 28 поворачивается в месте с поводками 22 и открывает шторки 10. Рычаги 18
0 при окончании поворота входят в зацепление с контейнерами 14 и при этом одновременно взаимодействуют с элементами 30 фиксации, выводя их из зацепления с контейнерами 14. Далее штанга 17 от механизма 19 рычагами 18 перемещает контейнеры 14 с деталями на один ход (контейнер за один ход шагового транспортера перемещается на половину расстояния между стенками камер, после чего срабатывает меха5 низм 20 поворота штанги, который поворачивает ееВ исходное положение, при этом рычаги 18 выходят из зацепления с контейнером 14, а поводки 22 выходят из зацепления с приводными звездочками 28). Шторки 10 (одна или все, в зависимости от количества загруженных контейнеров 14) под действием веса опускаются, на контейнеры 14, которы% не дают им занять исходное положение. После срабатывания механизма 20 поворота штанги штанга 17 с рычагами 18 возвращается в исходное положение, где штанга 17 снова поворачивается с рычагами 18 и поводками 22. При окончании поворота
шторки -10 вновь полностью открывают.ся, а рычаги 18 заходят в зац,епление с передними выступами контейнеров 14 Далее штанга 17 рычагами 18 полность перемещает контейнеры 14 из одной камеры в другую и возвращается в исходное положение, а шторки 10 закрыв ваются. Контейнеры-14 по окончании перемещения в камерах 5,6 и 7 промывки, ополаскивания и сушки фиксируютс подпружиненным элементом 34 фиксации, в впадину 32 которого заходит выступ 15, имеющийся на боковой поверхности контейнера 14. При возвращении шагового транспортера 16 в исходное положение с блока управления (на чертеже не показан) подается команда на обработку деталей согласно техпроцесса, для чего участки транспортных путей опускаются в ванны и при этом в камере 5 промывки происходит обработка деталей в вакуумной камере под воздействием ультразвука. В камере 6 при вращении кантователя 8 с загруженным в него контейнером 14 происходит ополаскивание деталей, находящихся в контейнере 14, чистой жидкостью через форсунки (на чертеже не показаны) с большим факелом распыла, а в камере сушки 7 при вращении кантователя 8 происходит обдув деталей горячим воздухом.
Одновременно с технологическим процессом промывки, ополаскивания и сушки при открытых заслонках 12 и 13 осуществляется загрузка и выгрузка контейнеров в соответствующие зоны. По окончании техпроцесса обработки деталей транспортные пути устанавливаются в положение загрузки-разгрузки. В том случае, если шторки 12 и 13 будут закрыты, происходит процесс перемещения контейнеров 14 из одной камеры в другую, далее техпроцесс обработки деталей повторяется.
Предлагаемое изобретение позволяет, не увеличивая общее число приводов, повысить надежность работы устройства, за счет повышения нещежности работы транспортного узла и его кинематической связи с механизмом открывания шторок.
Формула изобретения
Установка для промывки деталей в. агрессивных и взрыво- и пожароопасных средах, содержащая зоны з.агрузки и
выгрузки, снабженные герметичными заслонками, последовательно расположенные камеры промывки, ополаскивания и сушки, разделенные шторками с приводом их открывания,контейнеры с
выступами на боковых поверхностях, Шаговый штанговый транспортер nei5eмещения контейнеров с элементами захвата контейнеров, отличающая с sr трм, что,- с целью повышения надежности работы установки, шаговый транспортер выполнен поворотным, относительно своей оси, а его штанга имеет участки с треугольным сечением по числу шторок и неподвижные в осевом направлении пространственные рычажные кулачковые муфты, установленные на соответствующих треугольных участках штанги и связанные со шторками посредством гибкой связи.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 251386, кл. В 08 В 3/04, 1968.
2.Авторское свидетельство СССР № 755707, кл. В 65 С 25/02, 1978.
3. Авторское свидетельство СССР № 173570, кл. В 08 В 13/00, 1963 (прототип). zo т 5 // 6 7 IS г
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная моечная машина | 1990 |
|
SU1726070A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Агрегат для обезжиривания изделий в контейнерах летучими растворителями | 1976 |
|
SU691504A1 |
| Установка для промывки изделий преимущественно плоской формы | 1989 |
|
SU1688944A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| КАРУСЕЛЬНАЯ МОЕЧНО-СУШИЛЬНАЯ УСТАНОВКА | 1991 |
|
RU2022674C1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Машина для чистки консервных банок | 1938 |
|
SU57372A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |

21 Z8
