Известен способ получения деталей с фланцем и ступицей осадкой в штампе.
Предлагаемый способ отличается от известного тем, что с целью предотвращения образования утяжины на штампуемой детали скорость затекания металла в полость уменьшают до величины, равной или меньшей скорости деформирования (сближения бойков), при этом для получения максимальной высоты ступицы уменьшение скорости осуществляют, с момента, когда толщина фланца станет равной половине наибольшего поперечного диаметра полости матрицы.
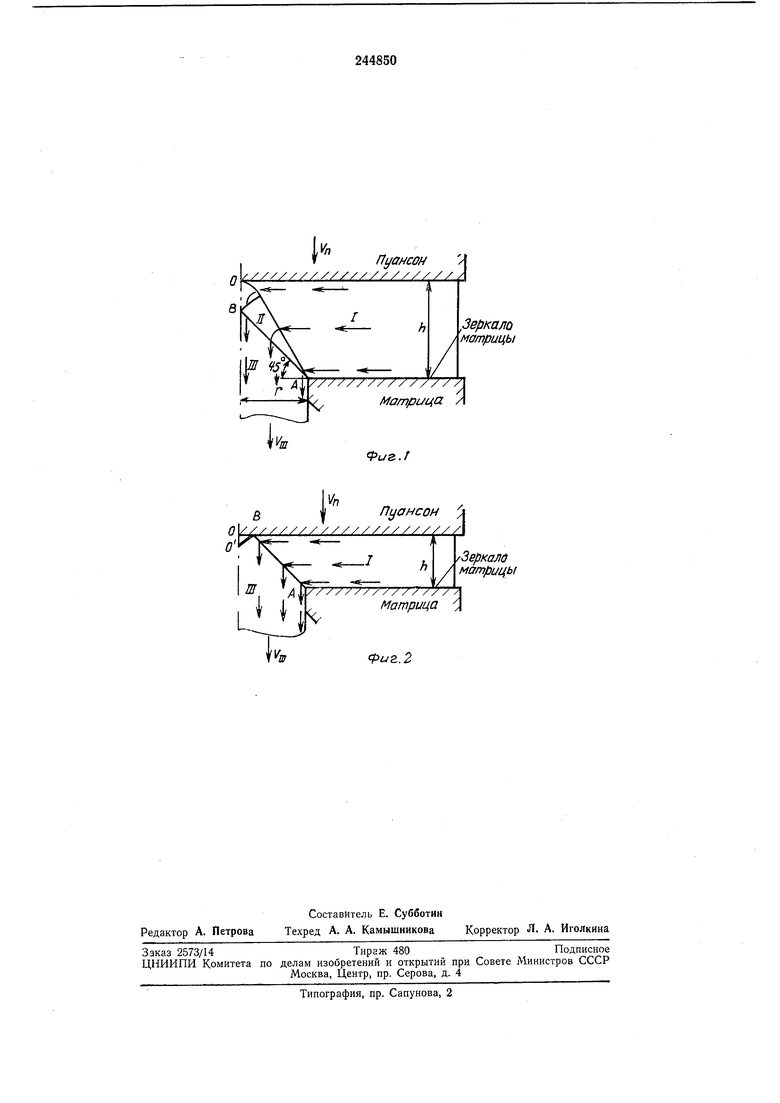
Сущность способа поясняется фиг. 1 и 2.
В процессе деформации при (фиг. 1) металл движется из зоны / в зону // и далее в зону ///. Металл в зоне /// движется в полость матрицы со скоростью большей, чем скорость движения пуансона. При h r зона // сливается с линией АВ. Металл не поступает на участок контактной поверхности, ограниченной ОВ, и отрывается от пуансона (фиг. 2).
Для предотвращения отрыва металла от поверхности пуансона скорость затекания материала в полость уменьшают до значения, равного или меньше скорости движения пуансона.
Для этого используют различные приемы. Например, при штамповке в глухой матрице размеры исходной заготовки должны быть такими чтобы полость матрицы заполнилась раньше, чем высота станет равной половине диаметра полости. При штамповке в сквозной матрице скорость течения материала может быть уменьшена с помощью противодавления, созданного в самой матрице.
Предмет изобретения
1.Способ получения деталей с фланцем и ступицей осадкой в штампе, отличающийся тем, что, с целью предотвращения образования утяжины на штампуемой детали, скорость затекания металла в полость матрицы уменьшают до величины, равной или меньшей скорости деформирования.
2.Способ по п. 1, отличающийся тем, что, с целью получения ступицы с наибольшей высотой, уменьшение скорости затекания осуществляют с момента, когда толщина фланца станет равной половине наибольщего поперечного размера полости матрицы.
////////////
IПуансон
///////////////
Пуансон Л /////// Л
3eftкaлй матрицы Матрица
./
Зе/)кало матрицы
.2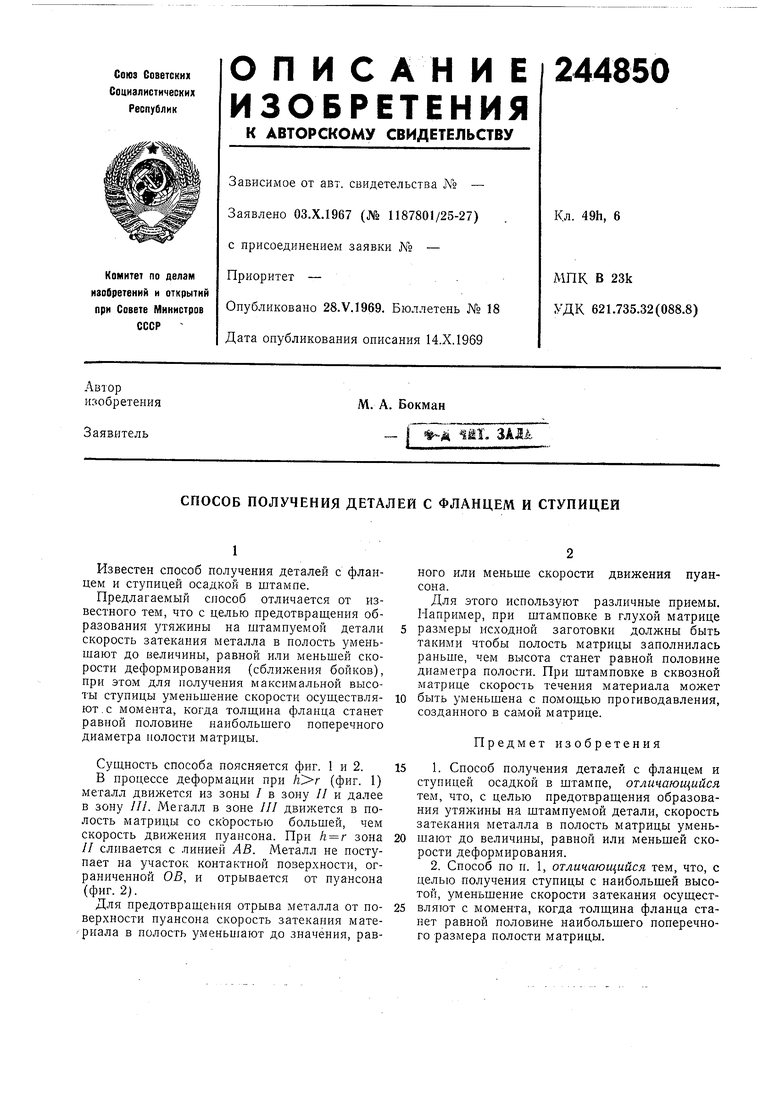
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| Штамп для объемной штамповки | 1988 |
|
SU1551463A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |