Известен штамп для штамповки поковок, содержапшй матрицу из двух частей, расположенную в обойме, причем одна из частей матрицы выполнена разъемной и сопрягается с обоймой по конической поверхности, а обратным конусом контактирует с подпружиненным прижимным кольцом (см. авт. св. ,NO 196526).
От известного штампа предлагаемый отличается тем, что, с целью штамповки изделий сложной формы, в полости разъемной матрицы смонтирован выталкиватель, рабочая поверхность которого выполнена в виде двух усеченных конусов, соединенных между собой меньшими основаниями, имеющими равные диаметры, посредством цилиндра.
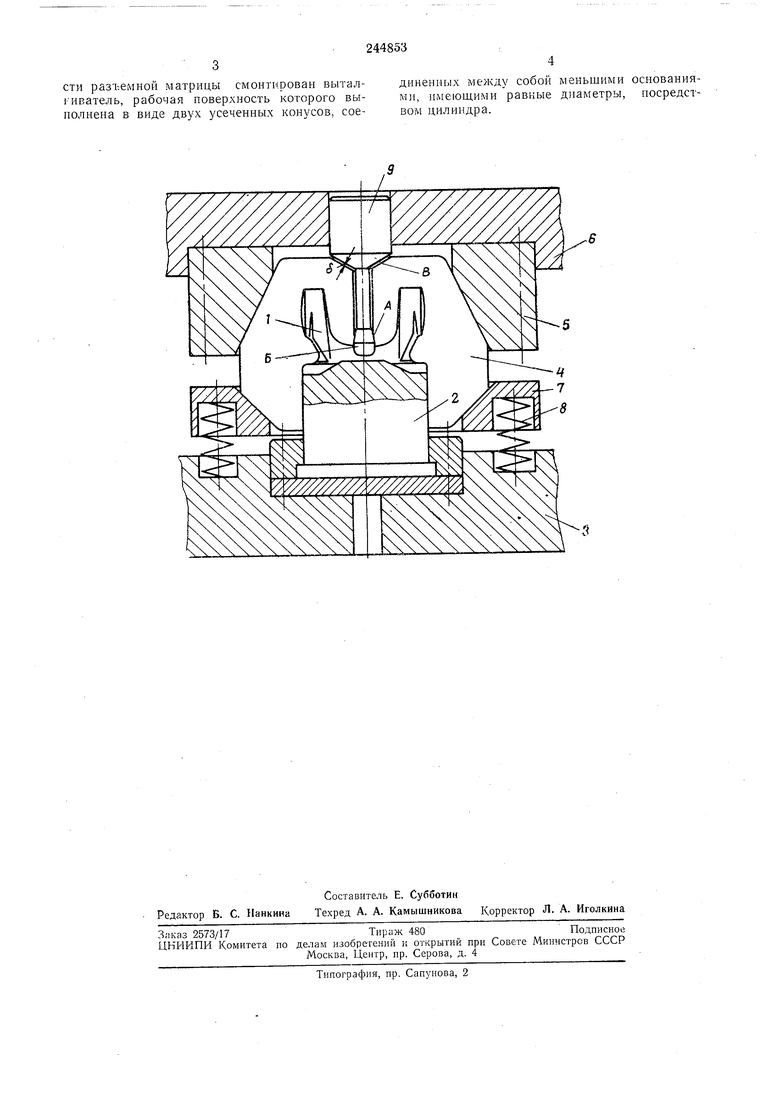
На чертеже схематически изображен описываемый штамп.
Предварительно деформированную заготовку / укладывают на нижнюю часть матрицы2, установленную па нижней плите 3.
В это время разъемные секции (полуматрицы) 4 матрицы находятся в верхнем положении, удерживаясь в раскрытом состоянии под действием собственного веса с помошью шпонок на контейнере 5, закрепленном в верхней плите 6.
и, скользя по конической повер.хности контейнера 5, закрываются до соприкосновения плоскостей разъема.
При дальнейшем опускании ползуна пресса пружины 8 сжимаются и заготовка / деформируется. Под воздействием деформируемого металла толкатель 9 своей конической поверхностью Л упирается в полуматрицу 4 и препятствует затеканию торцового заусенца.
При обратном ходе ползуна пресса детали штампа, связанные с плитой 6, возврашаются в верхнее положепие. Прп этом верхний выталкиватель иресса воздействует на толкатель 9, который, в свою очередь, перемещает
поковку вместе с разъемными секциями 4 вниз. При этом разъемные секции расходятся в стороны, а выступающая часть Б толкателя 9 препятствует движению поковки в одну из сторон, извлекая ее тем самым из полости
матрицы.
В случае очень нлотного залинания поковки
в матрице толкател1 9 виедряется в поковку,
выбирая зазор б, а конической поверхностью
В толкает нолуматрицы 4, заставляя их раскрыться.
Предмет изобретения
сти разъемной матрицы смонтирован выталгиватель, рабочая поверхность которого выполнена в виде двух усеченных конусов, соединенных между собой меньшими основаниями, имеющими равные диаметры, носредством цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ПОКОВОК | 1967 |
|
SU196526A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для изотермической штамповки | 1986 |
|
SU1500428A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |