Изобретение относится к обработке металлов давлением и может быть использовано на машиностроительных и металлургических предприятиях при изготовлении деталей типа поршней двигателя внутреннего сгорания ипи ста-.. канов объемной изотермической штам- , повкой.
Целью изобретения является повышение качества получаемых деталей за счет исключения искажения формы при выталкивании и надежности штампа за счет исключения применения съемников.
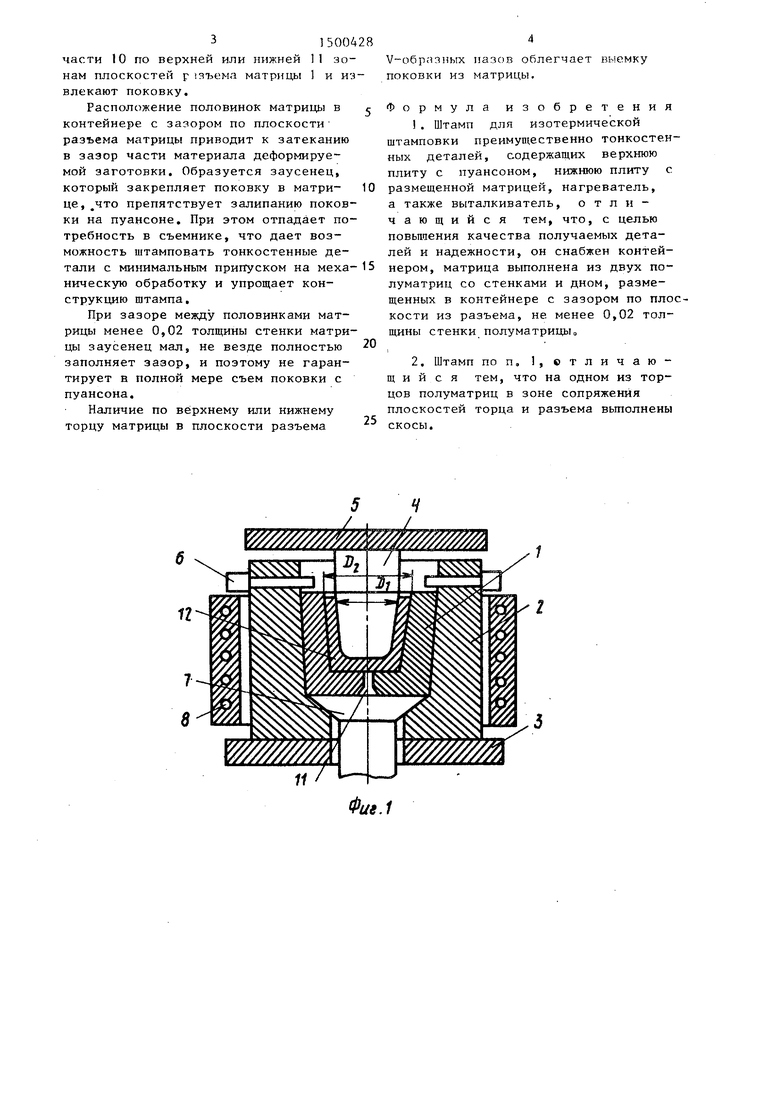
На фиг.1 представлен штамп, об- вид; на фиг. 2 - то же, вид сзер- ху; на фиг.З - вид А на фиг.2
Штамп состоит из разъемной в осевой плоскости матрицы 1, контейнера 2, нижней плиты 3, пуансона 4, верхней плиты 5, фиксаторов 6, выталкивателя 7, нагревателя 8. Полуматрицы
установлены с зазором 9 между собой, плоскости разъема полуматрицы в мес- - тах выхода на один из торцов вьшолне- ны со скосами, образующими пазы с V-образной заходной частью 10 по верхней или нижней 11 зонам плоскостей разъема матрицы 1.
Штамп работает следующим образом.
При ходе ползуна пресса с пуансоном 4 вниз в процессе формообразования детали материал поковки 12 затекает в зазор 9 между полуматрицами, образуя заусенец. При ходе ползуна пресса вверх матрица 1 удерживается в контейнере 2 фиксаторами 6. Поковка 12 благодаря заусенцу остается в матрице и снимается с пуансона 4. Выталкиватель 7 извлекает из контейнера матрицу вместе с поковкой. Используя клиновый инструмент (не показан), полуматрицы разъединяют путем его введения в V-образные заходные
315004
части 10 по верхней или нижней 11 зонам плоскостей р 1зъема матрицы 1 и извлекают поковку.
Расположение половинок матрицы в контейнере с зазором по плоскости разъема матрицы приводит к затеканию в зазор части материала деформируемой заготовки. Образуется заусенец, который закрепляет поковку в матри- це,что препятствует залипанию поковки на пуансоне. При этом отпадает потребность в съемнике, что дает возможность штамповать тонкостенные детали с минимальным припуском на меха- ническую обработку и упрощает конструкцию штампа.
При зазоре между половинками матрицы менее 0,02 толщины стенки матрицы заусенец мал, не везде полностью заполняет зазор, и поэтому не гарантирует в полной мере съем поковки с пуансона.
Наличие по верхнему или нижнему торцу матрицы в плоскости разъема
V-o6prt3HMx пазов облегчает выемку поковки из матрицы.
Формула изобретения
. Штамп для изотермической штамповки преимущественно тонкостенных деталей, содержащих верхнюю плиту с пуансоном, нижнюю плиту с размещенной матрицей, нагреватель, а также выталкиватель, отличающийся тем, что, с целью повьшения качества получаемых деталей и надежности, он снабжен контейнером, матрица выполнена из двух полуматриц со стенками и дном, размещенных в контейнере с зазором по плоскости из разъема, не менее 0,02 толщины стенки полуматрицыо
2. Штамп по п. 1, отличающийся тем, что на одном из торцов полуматриц в зоне сопряжения плоскостей торца и разъема вьшолнены скосы.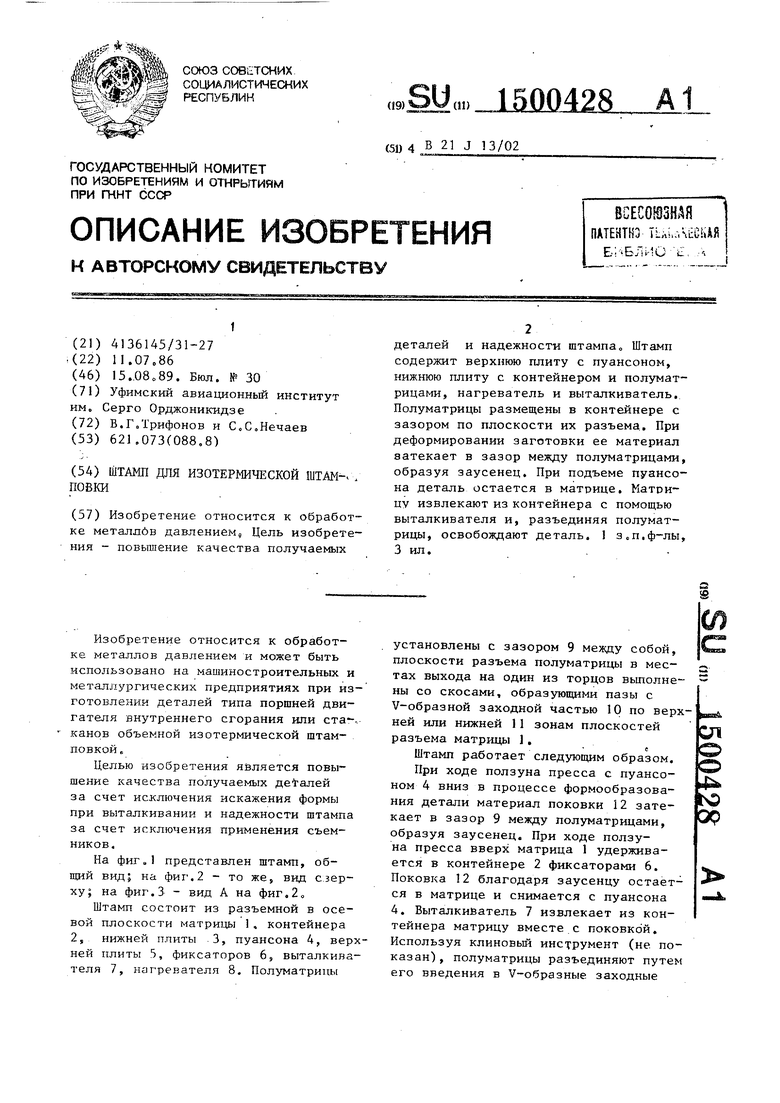
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой объемной штамповки высокопластичных материалов | 1984 |
|
SU1238872A1 |
| Устройство для изготовления поковок | 1988 |
|
SU1593736A1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1555038A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| Способ формообразования тонкополотной поковки | 2018 |
|
RU2724235C2 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества получаемых деталей и надежности штампа. Штамп содержит верхнюю плиту с пуансоном, нижнюю плиту с контейнером и полуматрицами, нагреватель и выталкиватель. Полуматрицы размещены в контейнере с зазором по плоскости их разъема. При деформировании заготовки ее материал затекает в зазор между полуматрицами, образуя заусенец. При подъеме пуансона деталь остается в матрице. Матрицу извлекают из контейнера с помощью выталкивателя и, разъединяя полуматрицы, освобождают деталь. 1 з.п.ф-лы, 3 ил.
у /т7/т шт т
Фиг.1
Составитель В.Бещеков Редактор М.Бандура Техред М.Дидык Корректор М.Васильева
Заказ 4807/14
Тираж 572
ВНШ1ПИ Государствениогс; комитета по изобретениям и открытиям при ГКНТ СССР 11И)35, Москва, Ж-35, Раушская наО., д. 4/5
Производственио-иадательскии комбинат Патент, г.Ужгорстд, ул. Гагарина,101
Фие.1
Зид
Фае. 5
Подписное
