Изобретение относится к высокочастотной сварке и может быть испольгчо- вано при производстве сварных конструкций типа поверхность - ребро, например тавровых балок,
Целью изобретения является уменьшение металлоемкости и габаритов установки для высокочастотной сварки.
На фиг. 1 изображена установка для высокочастотной сварки, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3,- сечение - Б-Б на фиг.2.
ТТредлагаемая установка включает станину 1, на которой закреплены направляюпше ролики 2 и 3 для полки тавра, которые создают необходиь ый угол схождения между свариваемыми деталяшт, при этом направляющие ролики 2 крепятся при помощи стоек А, а направляющие ролики 3-е помощью кронштейна 5, На станине установлен также корпус 6,в котором на оси 7 вращается подцерживлющий ролик 8, на стойках корпуса закреплены также центрирующие ролики 9. Над поддерживающим роликов 8 на станине 1 установле шовообжимной механизм, состоящий из обоймы 10, вращающейся на двух роликах 11 и ролике 12 с ребордами. Роли 11 установлен на оси 13, закрепленно в вилке 14 полого плунжера 15, перемещающегося в корпусе гидроцилиндра 16, который устанавлен в отверстии станины 1.
Каждый из роликов 12 установлен на оси 17 в вилке 18 перемещающегося во втулках 19 штока 20. На шток одет пружина 21, упирающаяся одним торцом в вилку 18, а другим - во втулку 19, которая установлена в отверстии станины 1 .
На верхнем торце корпуса гидроцилиндра 16 с помощью двух полуколец 22 кропится корпус усилителя 23, в котором перемещается шток 24 с поршнем 25, закрепленным гайкой 26. Усилитель закрыт крышкой 27 с помон1ью гайки 28, навинченной на резьбу корпуса усилителя 23. Полости цилиндров уплотняются при помощи колец 28 - 33 масло в полости подается через резьбовые отверстия 34, 35, система отверстий 36 служит для сообщения с атмосферой подпоршненой полости гидро- цилиндра (усилителя).
Пля подвода энергии к свариваемым деталям служит токоподпод 37, уста- новленньп на кронштейне 5 и контак0/, 171
тирующий с полкой 38 и стенкой 39 свариваемого тавра. Перемещение штока 20 вверх ограничилаетгя шайбой АО. Установка работает следующим об5 разом .
В исходном положении перед сваркой обойма 10, ролик 11 и плунжер 15 находится в крайнем верхнем положении, центрирующие ролик:. 9 разведены, шток
О 24 с поршнем 25 также находятся в верхнем положении. Полка 39 тавра подается в зону сварки между обоймой 10 и опорным роликом 8, при этом она проходит- между направляющими ролика5 ми 2 и 3, затем в зону сварКи подается стенка 39 тавра и устанавливается между центрирующими роликами 9, которые сводятся и центрируют стенку. Токоподвод 37 подводят к пол20 ке 38 и стенке 39.В отверстие 34 подается под давлением масло,плунжер 15 с роликом 11 и обойма 10, находящаяся в контакте с роликом 11, опускаются, преодо вая сопротивление пружин 21,
5 и обжимают полку 38 и стенку 39 тавра между собой на опорном ролике 8. Затем одновременно включается перемещение полки 38 и стенки 39 тавра, подается ТВЧ на ТОКОПОДВОД, масло пода0 ется в отверстие 35, отверстие 34 глушится и в полости плунжера повьшшется давление до величины, необходимой для осадки стенки 39 свариваемого тавра. Осадка стенки 39 на требуемую ве5 личину обеспечивается перемещением вниз штока 24 с поршнем 25, вследствие чего перемещается вниз и плунжер 15, ролик 11 которого нажимает на обойму 10, которая в свою очередь на0 жимает на стенку 39 свариваемого тавра. В процессе сварки обойма 10 вращается a роликах 11 и 12 между их ребордами. Перемещение свариваемых деталей происходит (см. фиг. 1) слева
5 направо.
После окончания сварки отключается ТВЧ, масло подается снова в отверстие 34 при открытом отверстии 35. Под действием давления в полости плунжера
0 шток 24 с поршнем 25 поднимается в
Bopxfiee положение, после этого отключается давление масла в системе, и под действием пружин 21 все шовооб- жимное устройство поднимается в ис5 ходное положение.
Наличие в установке шовообжимного мехлмитма и виде (Янтймы, внутри коТОРЯН РЛГПОДОЖОКЫ Р1;ЛИКИ и СИЛОн(Л1|
12
привод перемегарния, позволяет создать компактный и неметаллоемкий механизм, где контакт изделия с обоймой большого диаметра не приводит к смятию стенки. Обойма, которая может изго- тавливаться из высококачественной термообработанной стали, находится в конт.чкте с роликом на плунжере гидроцилиндра, также изготовленном из высококачественного материала. Кон- такт между обоймой и роликом жере происходит по линии большой про тяженности с достаточно хорошим со- отношением между радиусами этого ро лика и обоймы, что обеспечивает нормальные напряжения при их контакте и отсутствие смятия. Три ролика, кон
174
тактирующие с обоймой, удерживают ее от разворота, а пружины на двух поддерживающих роликах поддерживают постоянный контакт всех трех роликов с обоймой и служат для возврата плунжера в исходное положение, воздействуя на него через обойму и ролик.
Необходимое усилие осадки стенки с небольшим ходом создается при помощи усилителя, расположенного в полом плунжере гидроцилиндра, так как давление в полости плунжера во столько раз больше давления в гидросистеме установки, во сколько раз площадь поршня усилителя больше площади его штока, который перемещается в полости плунжера.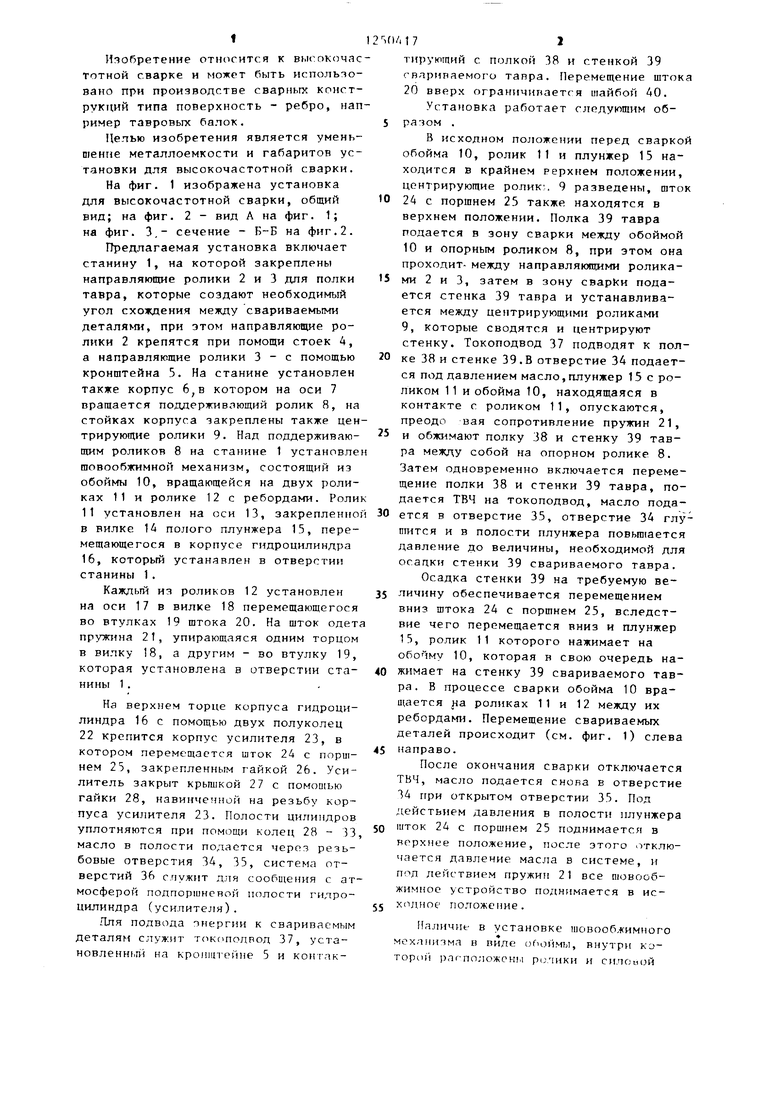

| название | год | авторы | номер документа |
|---|---|---|---|
| Наружный шовообжимной механизм | 1980 |
|
SU899300A1 |
| Устройство для сварки трением | 1984 |
|
SU1326415A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Установка для высокочастотной сварки изделий из термопластичных материалов | 1984 |
|
SU1186522A1 |
| Устройство для изготовления спирально-шовных труб | 1981 |
|
SU994072A1 |
| Шовообжимное устройство | 1982 |
|
SU1091960A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |

вид А
фив.2
J5
30
22
32
J4,
6-6
36
78
17
12
18
10
7/ Д
фигЗ
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДВУТАВРОВЫХ БАЛОК | 0 |
|
SU245935A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
