Предложенный автооператор быть использован в автоматических линиях из токарных станков с горизонтальной осью вращения, а также для превращения токарных станков в автоматы.
Известны двухзахватные автооператоры с гидравлическим приводом для питания токарных станков натронного типа, захваты которого установлены на ведомых звеньях шарнирного параллелограмма.
Описываемый двухзахватный автооператор отличается от известных тем, что звенья параллелограмма выполнены раздвилшыми, причем одно из них представляет собой щарнирный гидроцилиндр привода, а другое смонтировано из двух телескопических трубок, стянутых пружиной.
Такая конструкция обеспечивает регулируемую подачу заготовок по трем осям координат и, следовательно, расширение технологических возможностей автооператора.
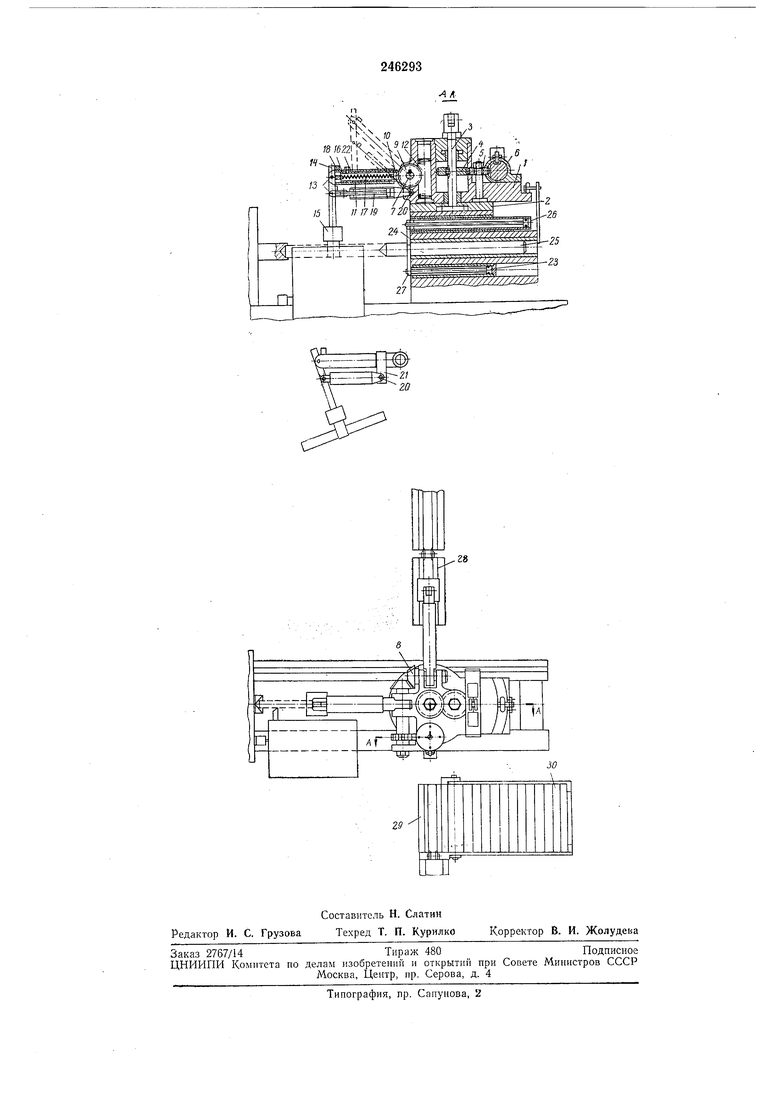
На чертеже представлен двухзахватный автооператор для питания токарных станков патронного типа.
Двухзахватный автооператор содержит поворотный корпус 1, плиту 2, закрепленную на задней бабке станка, с неподвижной вертикальной осью 3. На оси 3 жестко посажено зубчатое колесо 4, соединенное через зубчагое колесо 5 с поворотным гидравлическим цилиндром 6.
На вращающихся осях 7, связанных конической парой зубчатых колес 8, жестко установлены зубчатое колесо 9 и кронщтейны 10, на которых сидят горизонтальные части захватов, образуя четырехзвенник 11 в виде щарнирного параллелограмма. Зубчатое колесо 9 соединено с гидравлическим цилиндром 12, а на передних шарнирах 13 четырехзвенника // подвешены вертикальные части
14 захватов с клещами 15 для зажима изделий.
Переналаживаемый четырехзвенник 11 захватов состоит из раздвижного верхнего звена 16, выполненного из двух телескопических
трубок, стянутых пружиной 17 и прижатых к упору 18, и нижнего звена, представляющего собой шарнирный гидроцилиндр 19, подвешенный на шарнирах 13 и 20. Четыре.хзвенник переналаживают установкой задней опоры 21
гидроцилиндра 19 жестко на кронштейне 10 захвата и стопора 22, фиксирующего верхнее звено 16 захвата от раздвижения.
Модернизированная нереналал иваемая задняя бабка станка состоит из цилиндра 23, водила 24 или непосредственно перемещаемой пиноли 25 или цилиндра 26, шток которого в этом случае соединен водилом. 27 с пинолью 25. Работает автооператор следующим образом. По окончании обработки изделий оба захвата, расположенные один над подводящим лотком 28, а другой над станком, опускаются вниз от гидроцилиндра 12. Вертикальная 5 часть 14 захвата с деталью или пустая от гидроцилпндра 19 заводится в патрон. Клещи 15 захватов сжимают соответственно заготовку и деталь. Вертикальная часть 14 выводится из патрона в обратном порядке гидроцилинд- Ю ром 19. Затем происходит подъем захватов на угол 45° от гидроцилиндра 12 и поворот автооператора на угол 90° относительно вертикальной оси автооператора от гидроцилиндра 6 через зубчатые колеса 5 и 4. При этом 15 первый захват располагается над отврдящим лотком 29, а второй - над станком. Захваты опускаются вниз, вводят заготовку в патрон, а деталь - на лоток 29. После этого разжимаются клещи 15 захватов, захваты подии-20 маются вверх и корпус автооператора поворачивается в исходное положение. Работают захваты по вводу и выводу деталей в патрон станка в зависимости от техпологического процесса при следующих на-25 ладках. Наладка / - прямолинейный ввод в патрон детали на часть длины и обратно, при обработке торцов и центровке. Четырехзвенник 11 захвата опускается на30 линию центров вращением по радиусу отпосительно двух осей 7 и 3, смонтированных на корпусе /. В этом случае деталь всегда находится в горизонтальном положении. Гидроцилиндр 19 раздвигает верхнее зве-35 но 16 четырехзвенника, растягивая пружину 17, при этом вертикальная часть 14 захватов оказывается прижатой к опоре 21, образуя водило. При движении в обратную сторону пружина 17, создающая большую скорость, 40 и гидроцилиндр 19, имеющий меиьшую скорость, образуют пару сил, которая прил :имает вертикальную часть 14 захвата к оиоре 21. Наладка // - ввод последовательно вращением и прямолинейным движением при обра- 45 ботке втулок на оправке {большой длине ввода), Четырехзвенник // захвата опускается на линию центров, вращаясь относительно одной оси 7, укрепленной на корпусе. Второй конец 50 гидроцилиндра 19 закреплен на опоре 21. При установке вертикальной части 14 в исходное положение иод углом вертикалп гидроцилиндр 19 во время хода вперед вращает ее до упора /S. После этого начинается прямолинейное движение, как в наладке /. В конце обратного хода верхнее раздвижное звено 16 упирается в опору 21, прекращая действие пружины 17. Гидроцилиндр 19 при этом вращением выводит из натрона деталь. Наладка /// - ввод одним вращением при обработке в центрах валов по верху (небольшая длина ввода). В этом случае используется наладка //, но верхнее звено 16 неподвижно, так как зафиксировано стопором 22. Наладка IV - предварительный ввод в патрои вращением втулки, перехват на оправку пиноли 25 и ввод на всю длину в патрон. То же в обратном порядке. Вращение детали, дающее переднюю точку опоры при перехвате, осуществляется третьей наладкой. Затем создается задняя точка опоры подводом пиноли 25 с оправкой от цилиндра 23, перемещающего плавающий цилиндр 26, шток которого водилом 27 связан с пипо.лью 25. После разжпма клещей 15 шток цилиндра 26 вводит втулку на всю глубину в патрон. Выводится деталь в обратном порядке. Наладка V - ввод детали сочетанием вращения по радиусу с опусканием всего захвата (или ввод с нодъемом). При этом можно увеличить глубину ввода в патрон, Используется нал;адка ///. Гидроцилиндр 19 включается несколько раньше при опускании захвата и вместе ири подъеме. Соответственно подбирают скорости перемещений, Предмет изобретения Двухзахватный автооператор для питания токарных станков патронного типа с гидравлическим приводом, захваты которого установлены на ведомых звеньях шарнирного параллелограмма, поворачиваемых вокруг вертикальной оси, отличающийся тем, что, с целью расширения его технологических возможностей за счет обеспечения регулируемой подачи заготовок по трем осям координат, звенья параллелограмма выполнены раздвижными, причем одно пз них представляет собой шарнирный гидроцилиндр привода, а другое смонтировано из двух телескопических трубок, стянутых пружиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1973 |
|
SU446358A1 |
| Автозагрузчик | 1980 |
|
SU1057269A1 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Автооператор | 1986 |
|
SU1379055A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| "Устройство для шлифования гнутых деталей из древесины "Адзура" | 1990 |
|
SU1776223A3 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| ПОГРУЗЧИК "ПРЯМАЯ ЛОПАТА" | 1993 |
|
RU2081052C1 |
| АВТООПЕРАТОР | 1973 |
|
SU383568A1 |