Изобретение относится к сварочному производству и предназначается для усовершенствования технологии электрошлаковой сварки.
Известен способ электрошлаковой сварки, в процессе осуш,ествления которого формируюш,ие ползуны, перемеш;аясь вдоль свариваемого шва, прилегают к внешним поверхностям соединения. Сварка низколегированных сталей этим способом сопровождается возникновением поверхностных микротрешин в зоне, примыкаюш,ей к линии сплавления шва. Причиной возникновения этих дефектов следует считать большую скорость охлаждения поверхностных слоев металла, к которым прилегают формируюш,ие ползуны. Возникновение микротреш,ин в процессе сварки ответственных изделий, например, барабанов котлов, является недопустимым, так как вызывает разрушение сварного соединения в условиях эксплуатации.
Предлагаемый способ повышает качество сварного шва в результате того, что между свариваемыми кромками и формируюшими ползунами помещают экранирующие пластины.
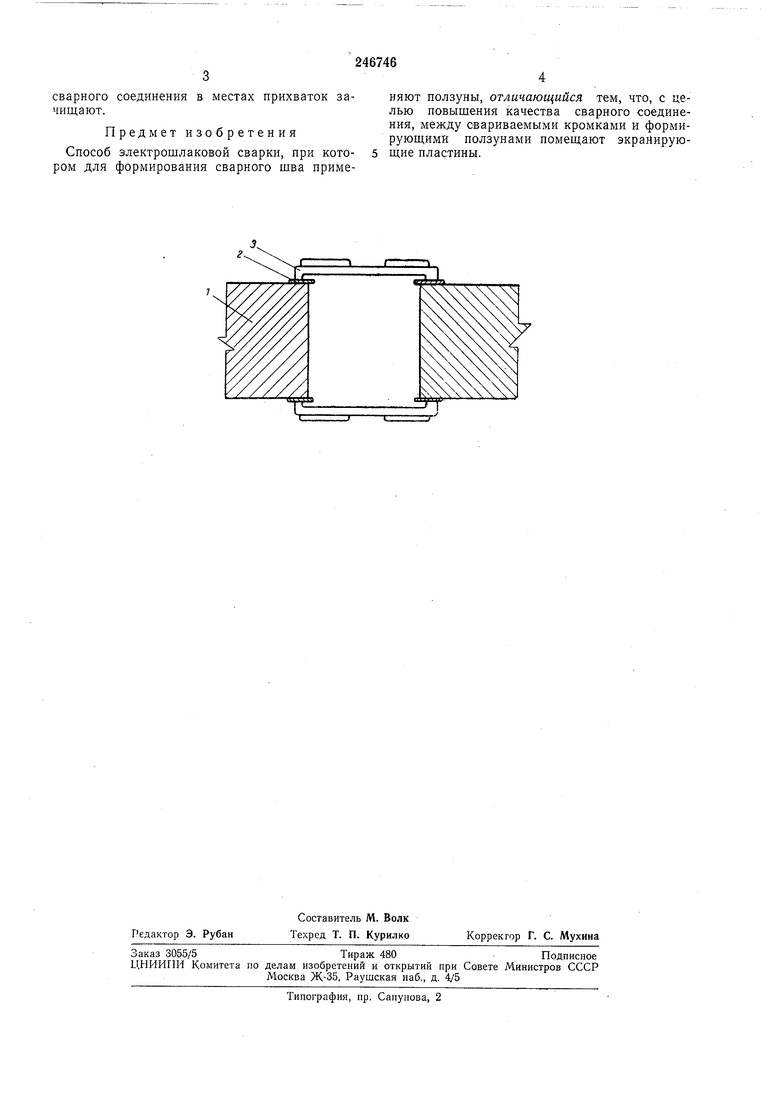
Предлагаемый способ поясняется чертел ом. К внешним поверхностям 1 сварного соединения приваривают экранирующие планки 2, по которым перемещаются формирующие ползуны 3 аппарата для электрошлаковой сварки.
Наружные поверхности соединения, по которым в процессе электрошлаковой сварки перемещаются форм ирующие ползуны, армируют тонколистовыми металлическими нрокладками. Благодаря наличию прокладок между поверхностями сварного соединения и формнрующего ползуна создается тепловой барьер в направлении теплоотвода от поверхности свариваемого соединения к водоо.хлаждаемым
формирующим ползунам. Этим достигается резкое снижение скорости охлаждения металла в пограничной с линией сплавления зоне. В результате снижения скорости о.клаждения низколегированной стали уменьшается вероятность возникновения микротрешин на поверхности соединения.
После подготовки соединения к электрошлаковой сварке, выполняемой аналогично существующей технологии, на прилегающие к.
кромкам соединения участки поверхности / накладывают планки 2, изготавливаемые из тонколистового металла толщиной 2-3 мм и щириной в пределах 20-50 Л1М. Планки прихватывают к поверхностям изделия швом П2
ло ГОСТ 5263-58 с помощью элактродуговой сварки. Формирующие ползуны 3 устанавливают на поверхности пЛанок 2. Далее осуществляют электрошлаковый процесс. При этом ползуны перемещаются по поверхностям экрасварного соединения в местах прихваток зачищают.
Предмет изобретения
Способ электрошлаковой сварки, при котором для формирования сварного шва применяют ползуны, отличающийся тем, что, с целью повышения качества сварного соединения, между свариваемыми кромками и формирующими ползунами помещают экрайирую1цие пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| Способ отделения шлаковой корки | 1987 |
|
SU1523279A1 |
| Способ электрошлаковой сварки в нижнем положении | 1991 |
|
SU1816251A3 |
| Кокиль для электрошлаковой сварки | 1977 |
|
SU740446A1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки | 1976 |
|
SU656772A1 |
| Формирующее устройство для электрошлаковой сварки | 1972 |
|
SU436713A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
