(54) УСТРОЙСТВО ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ
Изобретение относятся к области размерной электрохимической обработки металлов, применяющейся в частности, для обработки лопастей винтов, дисков, траверс и др)тих крупногабаритньк деталей.
Известны устройства для размерной электрохимической обработки, в которых технологический ток подводится ко всему злектроду-инструменту. В случае, когда подводимая мощность не обеспечивает требуемой плотности технологического тока, обработку ведут отдельными сменными электродами по частям.
При обработке больших поверхностей, например свыше ШООсм, общий ток приобретает значения несоизмеримые с возможностью создания коммутации, управления и подвода к обрабатьшаемой детали подобных мощностей. Кроме того, расходуется время на смену электродов, нарушается принцип обработки детали за одну установку, возникает необходимость защиты ранее обработанной поверхности от растравливания.
Получение информации из рабочей зоны при электрохимической обработке деталей весьма затруднительно.Существующие способы и устройства для получения информации отражают или средОБРАБОТКИ
нюю величину, или какое-то местное значение (при включении отдельных датчиков в зону обработки) определяемого параметра процесса.
В предпоженном устройстве для размерной электрохимической обработки с иотользованием секционного электрода каждая секция подключена самостоятельно к источнику питания через коммутатор и замкнута отрицательной обратной связью по току. Коммутатор вьшолнен в виде коллектора, к каждой пластине которого подключена своя секция электрода-инструмента и токонесущих щеток, подключенных к источнику технологического тока.
Это позволяет интенсифицировать выравнивание припуска и дает возможность получить требуемую локальную плотность технологического тока при ограниченной мощности источника питания.
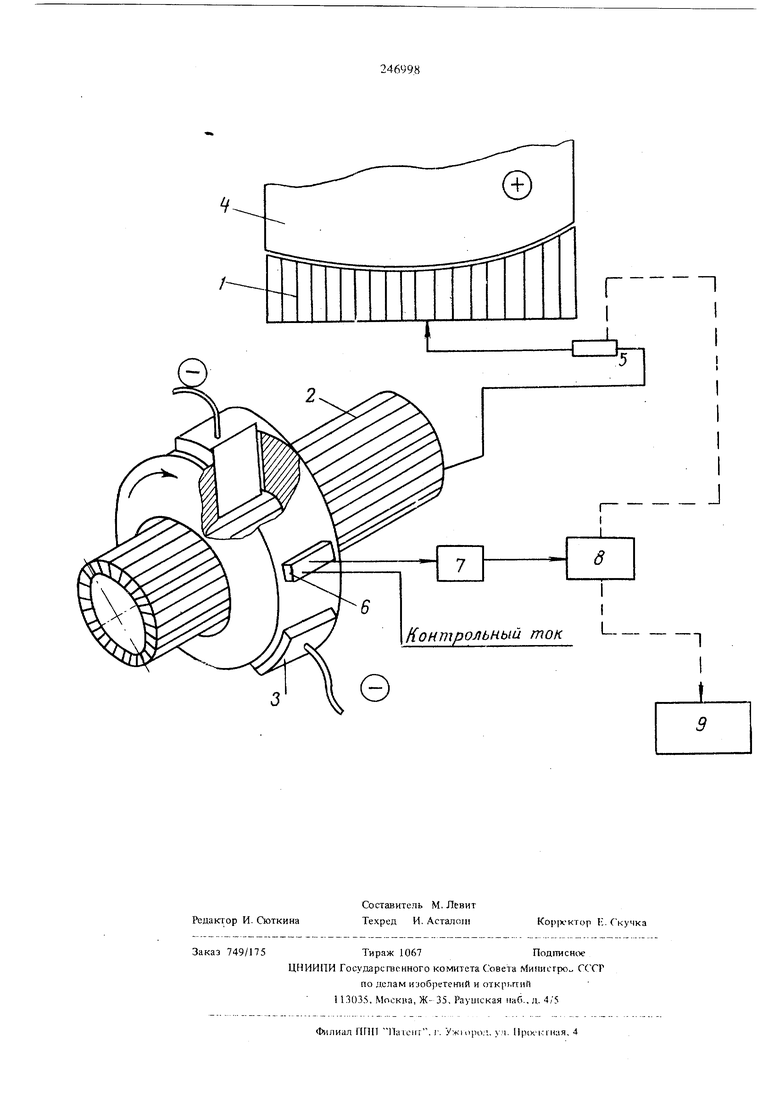
На чертеже показано предлагаемое устройство.
Оно состоит из секционного электрода-инструмента 1, коллектора 2, вращаюш}1хся токосъемных щеток 3, обрабатьтаемой детали 4.
телей 7, системы управления S и привода подачи электрода-инструи ента 9.
Устройство работает следующим образом.
Технологаческий ток подается к секционному электроду-инструменту 1, состоящему из отделН ных изолированных друг от друга пластин, с по, мощью коллектора 2 и вращающихся щеток 3.
Секции коллектора 2 соответственно соединены с секциями электрода 1. Рабочий ток подается на группу секций последовательно, благодаря вращению щеток 3.
В период, когда отсутствует технологический ток, участки обрабатываемой поверхности 4 очищаются от продуктов анодного растворения, вследствие чего создаются обработки, j
Отрицательная обратная связь по току используется для jTipasneHHH распределением технологического тока по обрабатьюаемой поверхности, что позволяет интенсифицировать процесс вьфавнивания технологического припуска заготовки.
Сигнал датчика пос1рочной информации 6 поступает в блок усилителей 7 н далее в систему управления 8. Контрольный cлyжeбньJ ток подается в датчик построчной информации, контролирующий рабочий зазор между каждой секцией }лектрода-инструмента и обрабатьтаемой поверхностью и посыпающий соответствующую информацию в систему управления 8.
В зависимости от настройки система управления, например при большом зазоре между конгролируемой секцией и обрабатьшаемой поверхностью, может дать сигнал на отключение технологического тока, подаваемого в эту секцию. Включение питания в обесточенную i секцию произойдет только тогда, когда величина зазора уменьшится до принятой для обработки.
Формула изобретения
1. Устройство для размерной электрохимической обработки униполярными импульсами тока секционным электродом, отличающееся тем, что, с целью интенсификации выравнивания припуска, каждая секвдя самостоятельно подключена к
источнику питания через коммутатор и замкнута отрицательной обратной связью по току.
2. Устройство по п.1,о т л ичающееся тем, что в нем коммутатор вьшолнен в виде коллектора, в каждой пластине котйрого подключена своя секция электрода-инструмента и токонесущих щеток, подключенных к источнику технологического тока.
I Контрольный ток
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1973 |
|
SU917987A1 |
| Устройство для размерной электро-ХиМичЕСКОй ОбРАбОТКи | 1969 |
|
SU812496A1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU778982A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1433663A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Способ размерной электрохимической обработки | 1986 |
|
SU1426714A1 |
| Электрод-инструмент | 1980 |
|
SU884927A1 |
| Устройство для электрохимического снятия заусенцев | 1979 |
|
SU973267A1 |