Загрузочные устройства шиберного типа для подачи к стенкам деталей известны.
Предложенное устройство отличается тем, что механизм иодачи деталей в нем выполнен в виде блока шиберов ступенчатой формы, в котором каждый последующий шибер отстоит от предыдуш.его на расстоянии, обеспечиваюш,ем свободное иеремеш,ение блока ио направляющим, изготовленным также ступенчатой формы -и размещенным между шиберами в возрастающей последовательности, причем средняя часть верхней торцовой поверхности каждой из направляющих содержит выемку для приема и передачи деталей от шибера к шиберу, а отсекатель совмещен с лотком выдачи деталей и выполнен поворотным с приводом от последней ступени блока.
Такое выполнение загрузочного устройства обеспечивает подачу деталей на высоту, нревышающую длину хода привода.
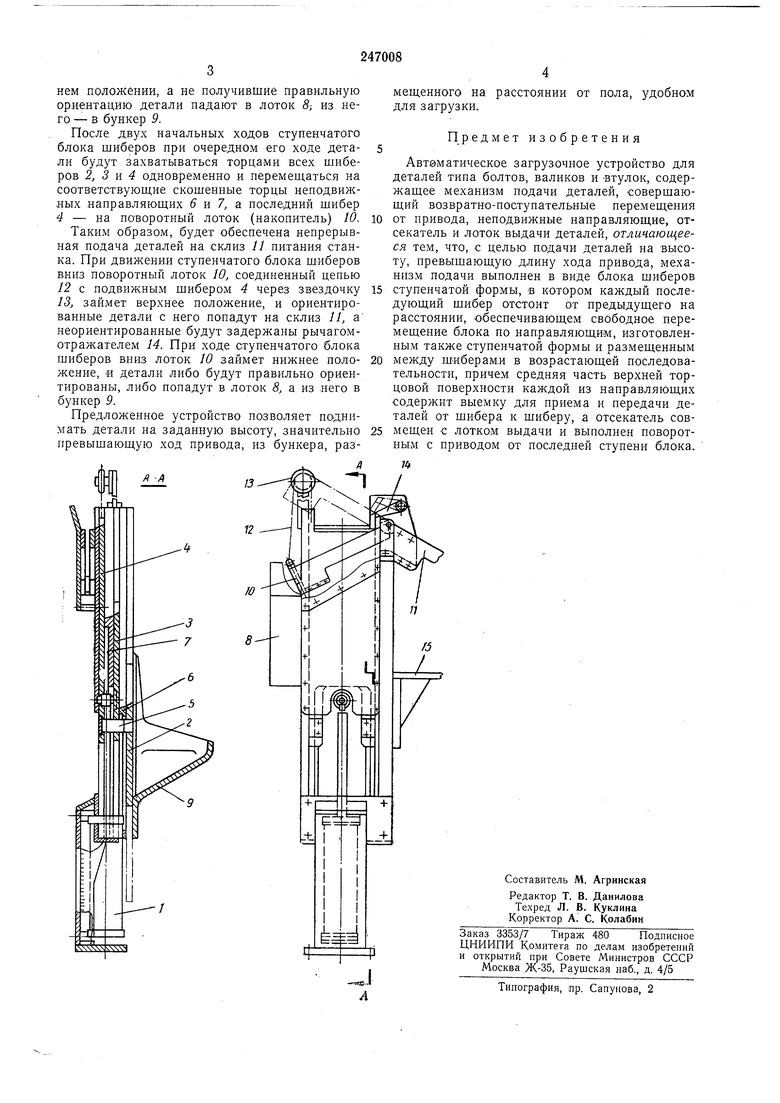
На чертеже изображено предлагаемое устройство в двух проекциях с частичным разрезом.
Устройство состоит из пневмопривода 1, шток которого соединен с блоком шиберов 2, 3 и 4, расположенных ступенями по высоте, жестко связанных между собой шпонкой 5 и перемещающихся между ступенчато расположенными по высоте неподвижными направляющими 6 н 7, имеющиМИ верхние скощенные
торцы и пазы для перехода щпонки 5 при движении ступенчатого блока шиберов 2, 3 и 4, лотка 8 для сбора и сброса неориентированных деталей в бункер 9, поворотного лотка-накопителя 10, прикрепленного на оси к неподвижной направляющей 7 и в верхнем положении передающего ориентированные детали на склиз 11 питания станка, цепи 12, соединяющей поворотный лоток 10 через звездочку 13 с
шибером 4, рычага-отражателя 14, установленного на горизонтальной оси, кронштейна 15, служащего для крепления загрузочного устройства к станку.
Устройство работает следующим образом.
Пневмопривод / осуществляет возвратно-поступательное движение ступенчатого блока шиберов 2, 3 -и 4.
В начале работы при движении вверх ступенчатого блока шиберов детали захватываются из бункера 9 верхним торцом шибера 2 и перемещаются на скошенный торец неподвижной направляющей 6, с которого они будут взяты при очередном ходе ступенчатого блока шиберов 2, 3 м 4 вверх, торцом шибера 3 и перемещены на скошенный торец неподвижной направляющей 7, откуда при следующем ходе вверх ступенчатого блока шиберов детали захватываются верхним торцом шибера 4 и сбрасываются на поворотный лоток 10, на ко
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Устройство для подачи деталей | 1978 |
|
SU779006A1 |
| Загрузочное устройство | 1991 |
|
SU1814607A3 |
| Загрузочное устройство | 1991 |
|
SU1821332A1 |
| Загрузочное устройство | 1985 |
|
SU1349961A2 |
| Устройство для подачи заготовок | 1989 |
|
SU1697949A1 |
| Загрузочное устройство | 1977 |
|
SU643289A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU308827A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
