. Предлагаемый внутренний центратор применяется при сборке и автоматической сварке трубных заготовок в секции. Известные центраторы содержат центрирующие механизмы, соединенные шарниром, и механизм установки их иод углом.
Описываемый центратор отличается от известных тем, что, с целью новышения качества сборки и сварки труб с ломаной геометрической осью, шарнир расположен на горизонтальной оси симметрии центратора.
При такой, конструкции центратора обеспечивается быстрая установка свариваемых труб, устойчивость центрирующих органов в различных плоскостях и повышается производительность.
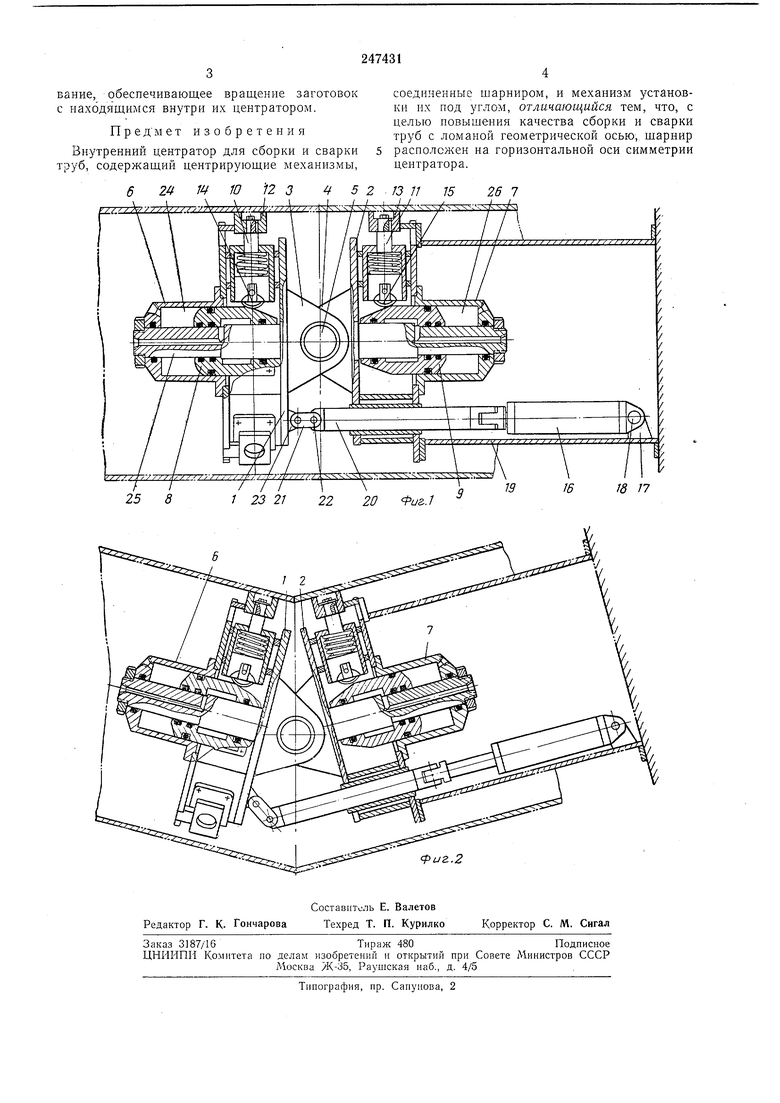
На фиг. 1 схематично изображен центратор в положении сварки труб, в секции с прямой геометрической осью; на фиг. 2 - то же, в положении сварки труб в секции с ломаной геометрической осью.
Внутренний центратор содержит два центрирующих механизма, корпусы 1 и 2 которых шарнирно соединены между собой проушинами 5, 4 и пальцем 5, гидроприводы в виде цилиндров 6 и 7 с конусообразными поршнями 8, 9 и жимки 10, 11 с башмаками 12, 13 и роликами 14, 15: Кроме того, для изменения угла поворота между центрирующими механизмами предусмотрен самостоятельный привод, представляющий собой гидроцилиндр, корпус 16 которого посредством кронштейна 17, пальца 18 и проушин присоединен к стенке остова 19 центратора, а его шток 20 через серьгу 21, два пальца 22 и проушины 23 прикреплен к корпусу другого центрирующего механизма.
Центрирующие механизмы работают следующим образом.
Масло от насоса (на чертежах не показан) через соответствующие золотник и канал подается в полость 24 гидроцилиндра 6. Поршень 8 этого цилиндра начинает двигаться по оси 25 вправо и своей конической поверхностью через ролики 14, жимки 10 и башмаки 12, равномерно расположенные по окружности, передает усилие на внутренние стенки трубы, чем достигается симметрия периметра относительно ее оси. Затем масло подается в
полость 26 правого цилиндра 7. Поршень 9 неремещается влево, разжимая жимки 11 второго центрирующего механизма. Благодаря тому, что корпусы обоих центрирующих механизмов смонтированы на взаимно сочлененных осях, достигается возможность сваривать торцы труб концентрично один относительно другого и собирать секции с ломаной геометрической осью. Для производства сварочных работ трубные заготовки вместе с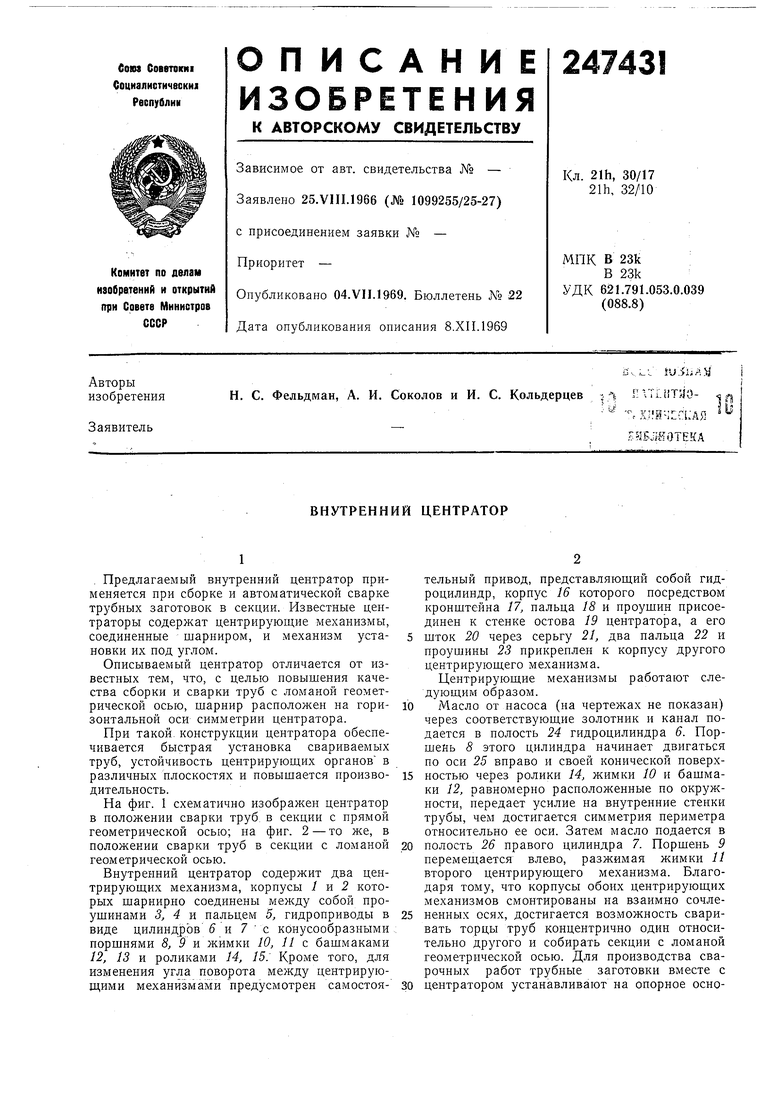
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1981 |
|
SU963766A2 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Внутренний центратор для сборки труб под сварку | 1983 |
|
SU1123813A1 |
| ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ СТЫКОВ ТРУБ | 2005 |
|
RU2298129C1 |
| Устройство для сборки и вращения цилиндрических изделий | 1985 |
|
SU1348124A1 |
| Установка для автоматической сварки труб | 1989 |
|
SU1808597A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| ЦЕНТРАТОР ВНУТРЕННИЙ ГИДРАВЛИЧЕСКИЙ | 2003 |
|
RU2249145C1 |
