Изобретение относится к машиностроению, в частности к способам сварки по отбортовке или технологическому бурту листовых конструки(ий и труб с трубными досками.
Целью изоёретения является повьше- ние качества сварных соединений, преимущественно с отбортовкой кромок или с технологическими.буртами, и повышение производительности. На чертеже показана схема устройства для осуществления способа.
Сварочньй электрод располагают горизонтально над свариваемой деталью, в зоне сварки создают два поперечных относительно дуги неподвижных встречных магнитных поля, в начале процесса сварки после зажигания дежурной дуги увеличивают напряженность одного по
10
15
ластным реостатом 15 и выпрямителем 16,
Способ осуществляют следующим образом.
Между электродом 10 и деталью 11 зажигается дежурная дуга, при помощи двух поперечных встречно направленных магнитных полей, создаваемых соленоидами 5 с магнитопроводами 6, на чинает перемещаться дуга. Селекторньш анализатор 12 снимает падение напряжения -на дуге. При достижении дугой отбортовки напряжение на дуге падает, селекторньй анализатор 12 выдает сигнал через одновнбратор 13 на ти- ристорный ключ 14, который, включаяс {подает сварочньй ток на дугу с источ ника питания 16. Начинает гореть дежурная дуга. Кромка бурта или отборля и одновременно уменьшают напряжен- 20 товки оплавляются. В момент перехода
ность второго поля. Б процессе перемещения дуги постоянно изменяют ее напряжение. По уменьшению напряжения дуги судят о достижении дугой бурта или отбортовки кромок, увеличивают силу тока дуги до сварочного, оплавляют бурт или отбортовку кромок и вновь
уменьшают ток дуги после прохождения дугой бурта или отбортовки кромок, о чем судят по, увеличению напряжения дуги, при достижении первым; магнит- ньм полем заданной максимальной величины напряженности, а вторым - минимальной перемещают электрод над изделием на шаг заданной величины, после чего уменьшают напряженность первого поля и увеличивают напряженность второго поля, затем повторяют процесс в той же последовательности
до тех пор, пока узел не будет полностью заварен.
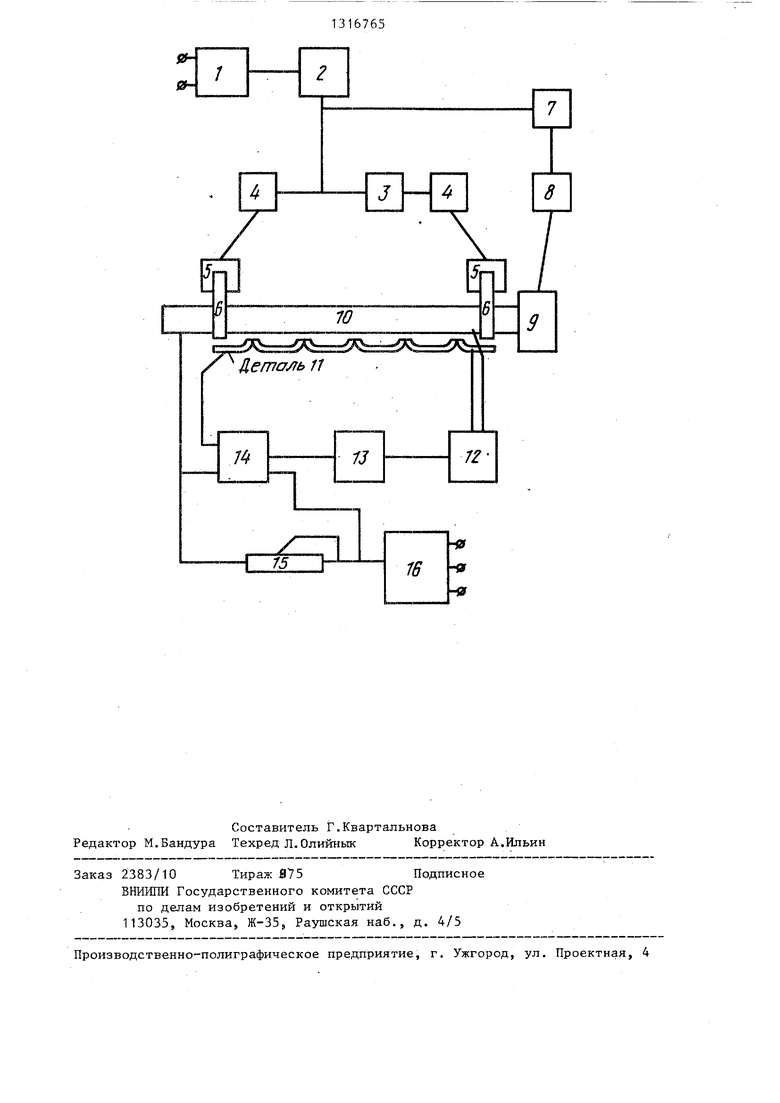
На приведенном чертеже изображена схема устройства для осуществления способа сварки горизонт альными элект- родом с магнитоуправляемой дугой. Источник питания 1 системы управления соединен с генератором 2 напряжения. Генератор 2 через инвертор 3 и усилители 4 соединен с соленоидами 5, имеюш ими магнитопровод 6. Кроме того, генератор 2 соединен с дифференциатором 7, а через него с усилитеем 8 и шаговым механизмом 9. Шаго35
jfQ
вьй механизм 9 соединен с электродом 5 трубные доски вваривается до нес10. Деталь 11 соединена с селекторным анализатором 12, которьй соединен с одновибратором 13 и электродом 10, Тиристорньй ключ 14 соединен с бадг
ластным реостатом 15 и выпрямителем 16,
Способ осуществляют следующим образом.
Между электродом 10 и деталью 11 зажигается дежурная дуга, при помощи двух поперечных встречно направленных магнитных полей, создаваемых соленоидами 5 с магнитопроводами 6, начинает перемещаться дуга. Селекторньш анализатор 12 снимает падение напряжения -на дуге. При достижении дугой отбортовки напряжение на дуге падает, селекторньй анализатор 12 выдает сигнал через одновнбратор 13 на ти- ристорный ключ 14, который, включаясь, {подает сварочньй ток на дугу с источника питания 16. Начинает гореть дежурная дуга. Кромка бурта или отбортовки оплавляются. В момент перехода
рабочей дуги с отбортовки на плоскость напряжение на ней возрастает, селекторный анализатор 12 фиксирует это и отключает ключ 14. Снова горит только держурная дуга. Питание дежурной дуги осуществляется выпрямителем 16 через баластньш реостат 15, Изменение магнитных полей, движущих дугу, создаваемых соленоидами 5, осуществляется генератором 2 напряжения, которьй через усилители 4 выдает на соленоиды 5 напряжение необходимой характеристики. Для того, чтобы соленоиды создавали встречно направленные магнитные поля, в цепь одного из них включен инвертор 3, который меняет полярность подаваемого напряжения на этот соленоид. При смене полярности напряжения на соленоидах движение дуги начинается в обратнзто сторону, . В этот момент дифференциатор 7 через усилитель 8 подает сигнал на механизм 9 передвижения. Электрод 10 передвигается над узлом на нужное расстояние.:
Способ может быть применен в тех случаях, когда изделие содержит несколько соединений с отбортовкой кро- jfQ мок или с технологическими буртами, причем все соединения расположены на одной поверхности, преимущественно плоской.- Примером таких изделий может служить теплообменник, в котором
кольких десятков трубок. В трубной доске вьш1тамповываются отверстия с отбортовкойJ в них вставляются концы трубок так, чтобы торцы трубок быпи
31316765
заподлицо с отбортовками в трубной доске.
Если внутренний диаметр трубок велик.
в них могут устанавливаться
электропроводные, например медные, технологические заглушки, по поверхности которых будет перемещаться дежурная дуга. Если внутренний диаметр трубок мал, дуга перейдет через отверстие своего перемещения вдоль электрода с оплавленного уча.стка бурта на противоположньй.
Сваривались узлы из стали СТЗ и 08KII толщиной 1,5-2 мм. В качестве электрода применялся угольньш электрод 18 мм. Сварка производилась в среде углекислого газа.
При высоте отбортовки 5-6 мм и высоте расположения электрода под от- бортовкой 2-3 мм падение напряжения составляет В В, т.е. от 30 до 22 В. Дежурная дуга горит стабильно при си- е тока 25-30 А. В момент сварки сила тока на дуге увеличивается до 100- 120 А. Для надежного перекрытия сварочных точек над изделием электрод передвигается на 3-4 мм. Шов получается хорошего качества, маслоплотный. Это достигается тем, что в результате применения дежурной дуги уменьшается нагрев свариваемого узла, снижаются сварочные деформации, что по- вьшает качество сварки, отпадает необходимость рихтовки узла, увеличивается скорость сварки, в результате повышается производительность труда.
Способ дает возможность автоматизировать процесс сварки трубных досок теплообменников. Формула изобретения
Способ электродугов ой сварки, при котором неплавящийся электрод располагают горизонтально над свариваемой деталью, а дугу перемещают вдоль электрода управляющим магнитным полем, состоящим из двух магнитных потоков, отличающийся тем что, с целью пОвьшения качества сварных соединений, преимущественно с от- бортовкой кромок или с технологическими буртами, и повьппения производительности, магнитные потоки направляют вдоль оси электрода и создают их соленоидами, питаемыми постоянными токами противоположных направлеНИИ, которые располагают по конца м неплавящегося электрода, в начале сварки у одного из концов электрода возбуждают дежурную дугу, и по соленоиду, расположенному у этого конца, пропускают минимальный ток, а по второму соленоиду.- максимальный ток, в пр оцессе сварки ток первого соленоида увеличивают, а второго - уменьшают, при достижении дежурной дугой
отбортовки или бурта включают сварочный ток, а после прохождения дугой отбортовки или бурта сварочный ток выключают, при достижении дежурной дугой второго конца электрода электрод передвигают относительно свариваемого изделия на заданную величину и процесс сварки повторяют снова в противоположном направлении.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ;каяy^^y'liL^^^^-^^'У'М. | 1969 |
|
SU248108A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| Способ дуговой сварки соединений из разнородных сплавов | 1985 |
|
SU1307691A1 |
| Способ двухдуговой сварки неплавящимися электродами в среде защитного газа | 1976 |
|
SU671959A1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ электродуговой обработки | 1975 |
|
SU592058A1 |
Изобретение относится к машиностроению, в частности к способам сварки по отбортовке или технологическому бурту листовых конструкций труб с трубными досками. Цель изобретения - повьшение качества сварных соединений, преимущественно с отбор- товкой кромок или с технологическими буртами, и повьшение производительности. Сварочный электрод располагают горизонтально над свариваемой деталью, в зоне сварки создают два поое- речных относительно дуги неподвижных встречных магнитных поля. В начале процесса сварки после зажиг.ания дежурной дуги увеличивают напряжённость одного поля и одновременно уменьшают напряженность другого. В процессе перемещения дуги постоянно измеряют ее напряжение. По уменьшению напряжения дуги судят о достижении дугой бурта или отбортовки кромок, уёели- чивают силу тока дуги до сварочного, оплавляют бурт или отбортовку кромок 4 Вновь уменьшают ток дуги после прохождения бурта. По достижении первым магнитным полем заданной максимальной величины напряженности, а вторым минимальной, перемещают электрод над изделием на шаг заданной величины. После этого процесс сварки повторяют снова в противоположном направлении. Способ дает возможность автоматизировать процесс сварки трубных досок теплообменников. 1 ил. i (Л со Од 05 ел
Составитель Г.Квартальнова Редактор М.Бандура Техред Л.Олийнык Корректор А.Ильин
Заказ 2383/10 Тираж 875Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, ffl-35i, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ;каяy^^y'liL^^^^-^^'У'М. | 0 |
|
SU248108A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки электрической дугой | 1961 |
|
SU148860A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки дугой, перемещаемой магнитным полем | 1960 |
|
SU143176A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
