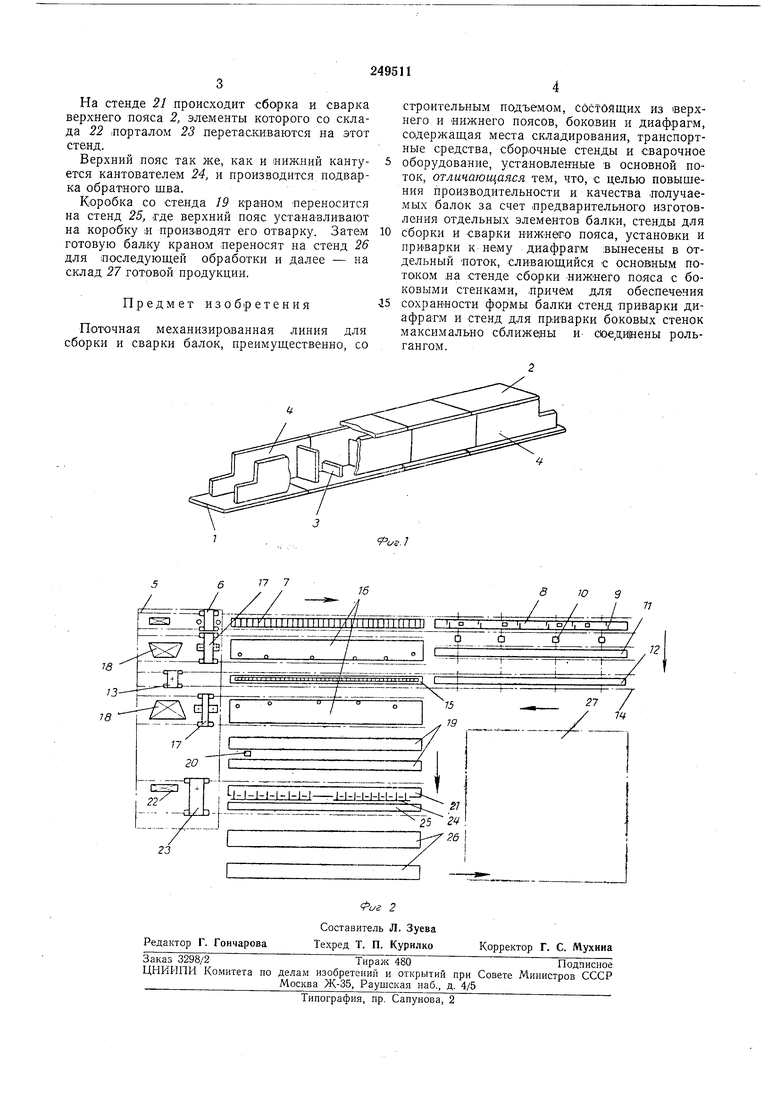
Изобретение относится к области тяжелого машиностроения, конкретнее к разработке поточных линий для Производства балок со строительным подъемом, например иролетных балок электромостовых кранов. Известна поточная механизированная линия для сборки и сварки балок, содерл ащая места складирования, транспортные средства, сборочные стенды и сварочное оборудование, установленные в основной поток. Однако на этой линии невозможен способ раздельной сборки и сварки элементов балки, а именно верхнего и нижнего поясов и боковин. Передача нижнего пояса с ириваренными к нему диафрагмами усложняется из-за нежесткости этого узла и большого расстояния между стендами. Предлагаемая поточная механизированная линия для сборки и сварки балок отличается от известной тем, что, с целью повышения производительности и качества нолучаемых балок за счет предварительного изготовления отдельных элементов балки, стенды для сборки ;И сварки нижнего пояса, установки и приварки к нему диафрагм вынесены в отдельный поток, который сливается с основным на стенде сборки нижнего пояса с боковыми стенками, причем расстояние между стендо1М приварки диафрагм к нижнему поясу и стендом приварки к последнему боковых стенок минимальное, а стенды связаны между собой рольгангом. На фиг. 1 изображена балка со строительным подъемом; на фиг. 2 - схема поточной линии. Балка содержит нижний / и верхний 2 пояса, диафрагмы 5 и боковые стенки 4. Заготовки для нижнего пояса со склада 5 порталом 6 по рельсовому пути 7 неретаскиваются на стенд 8, где производится сборка и сварка на флюсомагннтных подушках нижнего noiHca /, после чего кантователь 9 перевертывает пояс на 180°, и производится сварка обратного шва. Затем тележками 10 на стенд 11 перетаскивается готовый пояс, на который устанавливаются диафрагмы 5, а на стенде 12 их приваривают к этому поясу. Порталом 13 нижний нояс с диафрагмами, так называемая «гребенка, перетаскивается по рольгангу 14 на стенд 15. По обеим сторонам стенда 15 располол ены стенды 16, на которых сваривают боковые стенки 4 с заданным подъемом. Заготовки для боковых стенок доставляются порталами 17 со склада 18. С нилсним поясом боковые стенки собираются на стенде 15.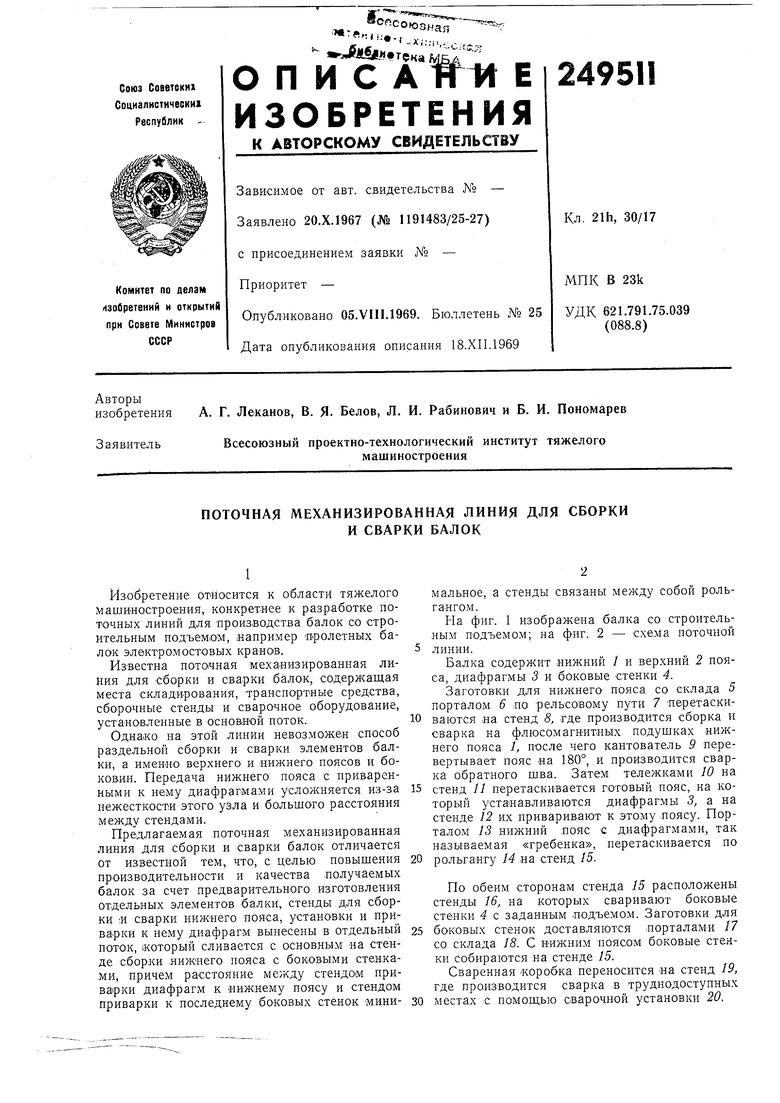
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ПОДКРАНОВОЙ БАЛКИ | 2012 |
|
RU2527597C2 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
