галями насыщения, содержащая смонгированные на основании н расположенные по ходу технологического процесса, по меньшей мере, стенд для сборки и сварки продольного элемента с деталями насыщения, включающий ложемент с прижимами, стенд для сборки и сварки балок с деталями насыщения, сварочное оборудование и транспортные средства 4
Эта линия малопроизводительна, так как велико межоперационное время.
Цель изобретения - повыщение производительности линии путем уменьшения межоперационного времени.
Указанная цель достигается тем, что в поточной механиз1фованной линии для сборки и сварки балок из двух продольны элементов с деталями насыщения, содержащей смонтированные на основании и расположе1Шые по ходу технологического процесса, по меньшей мере, стенд для, сборки и сварки продольного элемента с деталями насьшдения, включающий ложемент с прижимами, стенд для сборки и сварки балок, снабжеш1ый захватом ук- ладчик балок на стенд для сборки и сварки балок с деталями насБшения, сварочное оборудование и транспортные средства, стенд для сборки и сварки продольного элемента с деталями насыщения оснащен дополнительным ложементом с прижимами, выполненным аналогично основному ложементу и расположенным параллельно ему, укладчик балок оснащен дополнительным захватом для переноса балок, размешенным параллельно основному захвату, а стенд для сборки балок с наружным деталями насыщения оснащен выпуклыми склизами, закрепленными на раме стенда и расположенными рабочими поверхностя- ми навстречу друг другу .симметрично относительно продольной оси стенда.
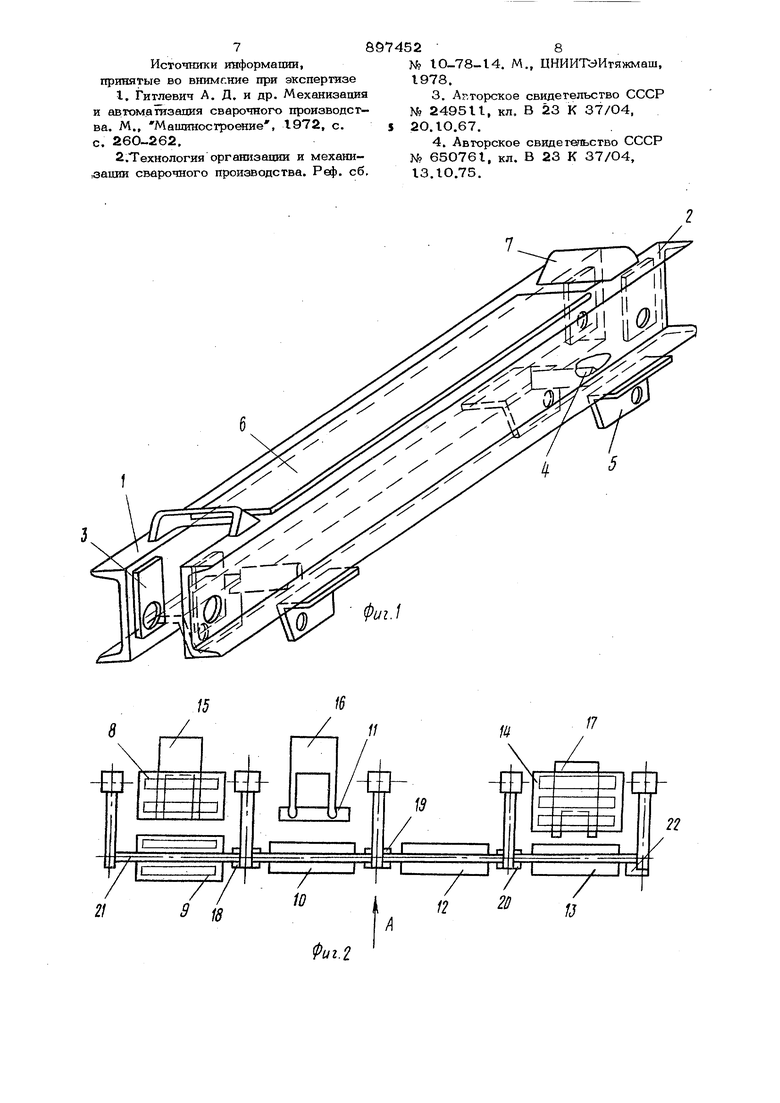
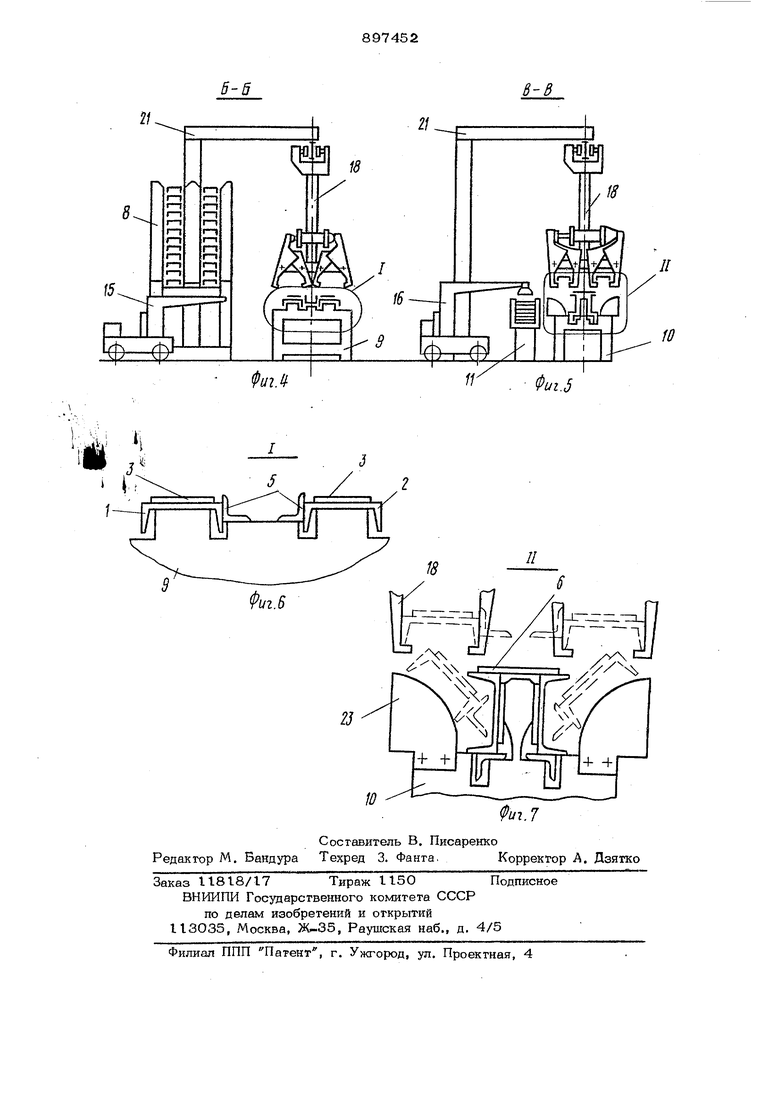
На фиг. I изображена балка, состоящая из трех продольных элементов, два из которых с приваренными элементами Насьщения; на фиг. 2 - схема поточной механизированной линии; на фиг. 3 - вид А на фиг. 2; на фиг. 4 разрез Б-Б на фиг. 3 - на фиг. 5 - разрез В-В на фиг. 3; на фиг. б - узел I на фиг. 4; на фиг. 7 - узел 11 на фиг. 5,
Балка содержит продольные П-образНые элементы (швеллера) t и 2, расположенные внутри балки пластины 3, уголки 4, проушины 5, лист б и упор 7.
Поточная механизированная линия для изготовления балок включает в себя питатель 8 швеллеров, стенд 9 для сборки швеллеров, имеет основной и дополнительный ложементы, стенд для сборки балки Ю, включающий раму, питатель листов II, с1с;Вд для сварки балки 12, оборудованный кантователем для поворота балки на ЗбО, стенд для автомагической приварки листа 13, накопитель готовых бало 14, тележки 15-17, укладчики 18-20, передвигающиеся по монорельсу 21, автоматическую сварочную головку 22 и четыре сварочных поста с источниками питания (не показаны). Стенд для сборки балки имеет вьшуклые склизы 23.
Поточная механизированная линия сборки и сварки балки включает в себя полны комплекс оборудования, установленного в соответствии с технологическим циклом сборки и сварки и связанного между собо единой транспортной системой.
Линия состоит из следующих узлов.
Питатель 8 состоит из двух стоек, которые выставлены по длине изделия. Между стойками расположен пакет швеллеров, который загружается контейнером с помощью мое точного крана. Для периодической выдачи швеллеров питатель имеет пневматический отсекатель.
Стенд 9 для сборки швеллеров расположен параллельно питателю и служит для сборки и CBapKJi швеллеров с элементами насыщения. Стенд 9 имеет пружины упоры к установочные пальцы, по которым устанавливаются проушины 5 и пластины 3, Конструкция стенда позволяет на одном рабочем месте производить сборку и сварку обоих швеллеров с элементами насыщения.
Стенд для сборки балки Ю представляет собой раму с базовыми упорами, оснащенную пневматическими прижимами для фиксации швеллеров. Для правильной ориентации швеллеров (для поворота их на 90) имеются выпуклые склизы 23.
Стенд для сварки балки 12 представляет собой две отдельные стойки, на осях которых имеются ловители, связанные между собой жестким элементом. На ловителях имеются пневматические прижимы для фиксации балки. Одна из стоек имеет привод, что дает возможность поворачивать изделие на 360.
Стенд для автоматической приварки листа 13 по конструкции такой же, как стенд для сварки балки. На нем осуществляется автомагическая сварка продольных швов, при помощи автоматической сварочной головки 22.
Тележки 15-17 имеют автономный привод передвижения и подъемный стол. Подъемный стол тележки 16 оборудован 589 вакуумными захватами для листа 6. Тепежка 15 служит для передачи швеллеров I и 2 из питателя 8 на стенд 9 для сборки швеллеров. Тележка 16 служит для подачи листов из питателя листов 11 на стенд для сборки балки 12, а тележка 17 для передачи готовых балок из стенда для автоматической приварки листа 13 в накопитель готовых балок 14. Питатель листов 11 представляет со- бой контейнер с пакетом продольных листов, расположенный параллельно стенду для сборки балки 10, Укладчики 18-2О, каждый из которых ростоит из типовой электротали, оснащенной вертикальными направляющими, на которых закреплены пневматические «ахваты. Укладчик 18 имеет основной и дополнительный захваты двух швеллеров для передачи их из стенда 9 для сборкл швел леров на стенд для сборки балки 10. УКладчик 19 снабжен захватами для балки и передает балку из стенда для сборки балки 1О на стенд для сварки балки 12. Укладчик 20 передает балку из стенда для сварки балки 12 на стенд для автоматической приварки листа 13. Накопитель готовых балок 14 состоит из двух стоек, оснащенных нижним и верхним столом. Нижний стол имеет пневмоцилиндры подъема для подачи балок на верхний стол. Линия для изготовления балок работает следующим образом. Из питателя 8 заготовки швеллеров, отсекаемые попарно с помощью отсекателя, подают на передающую тележку 15, которая перадает швеллера на стенд 9 дл сборки швеллеров. После сборки и приварки элементов насыщения (пластин 3, элементов насыщения, проушин 5) швеллера с помощью тельфера 18 передаются на стенд для сборки и сварки балки 1О. При расфиксашш зажимов у1сладчика 18 швеллера скатываются по выпуклым склизам 23 и, поворачиваясь на 9О° вокруг продольной оси, ориентируются относительно друг друга в требуемое положение. На стенде 10 швеллера с помощью пневматических устройств прижимают к пос тели и вертикальным упорам. Здес швеллера собирают с упорами 7, уголками 4 и листом 6, который подают из питателя листов 11 тележкой 16.Собранную и час тично сваренную балку с помощью укладчика 19 передают на стенд для сварки балки 12, где ее фиксируют пневмоприжимами и производят сварку всех элементов балки, кроме листа 6. После расфик- 2 сации балку с помощью укладчика 20 передают на стенд для автоматической приварки листов 13, где она также фиксируется с помощью пневмоцияиндров.На стен- де 13 производят сварку продольных швов с помощью автоматической сварочной го- ловки 22, после чего балку расфиксируют и с помощью тележки 17 передают на нижний стол накопителя готовых балок 14. При укладке на нижний стол накопителя трех балок их подают на верхний стол на копигеля. После загрузки накопителя шестью балками юс с помощью контейнеров и мостового крана подают на складское место. Использование предлагаемой поточной механизированной линии изготовления ба обеспечтаает повышение производительноети труда, позволяет более рационально использовать производственные площади. Величина ожидаемого экономиоколо 1300О. руб. ческого эффекта в гоц. Формула изобретения Поточная механиз1фованная линия для сборки и сварки балок из двух продольных элементов с деталями насыщения, содержащая смонтировенные на основании и расположенные по ходу технологического процесса, по меньшей мере, стенд для сборки и сварки продольного, элемента с деталями насьшения, включающий ложемент с прижимами, стенд для сборки и сварки балок, снабженный захватом укладчик балок на стенд для сборки и сварки балок с деталями насьпце- шш, сварочное оборудование и транспортные средства, отличающаяся тем, что, с целью повышения производительности путем уменьшения межоперационного времени, стенд для сборки и сварки продольного элемента с деталякш насыщения оснащен дополнительным ло- жетлентом с прижимами, выполненным аналогично основному ложементу с расположенным параллельно ему, чтсладчик балок оснащен дополнительным захватом для переноса балок, размещенным параллельно основному захвату, а стеид для сборки балок с наружными деталями насыщения оснащен выпуклыьш склизами, закрепленными на раме стенда и расположенными рабочими поверхностями навстречу .друг аругу симметрично относительно продольной оси стенра.
Источники информашш, принятые во внимг.ние при экспертизе
I. Гитлевич А, Д, и др. Механизация и автомашзапия сварочного производства. М., Машиностроение, 1972, с. с. 260-262.
2.Технология организации и механи.зашш сварочного производства. Реф. сб.
№ гО-78-14. М., ЦНИИТУИтяжмаш, 1978.
3,Аг.торское свидетельство СССР Nb 249511, кл. В 23 К 37/04, 2O.IO.67.
4.Авторское свидег€ тьство СССР № 650761, кл. В 23 К 37/О4, 13.IO.75.
/5
15
/.
8
/7


| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная механизированная линия для изготовления балок коробчатого сечения | 1975 |
|
SU650761A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU1022797A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Автоматизированная поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656786A1 |

10
9 18
г
21/
12
и
io
