il
Изобретение относится к области конструкции штампов для изготовления на прессах изделий типа дисков в кузнечно-прессовых цехах.
Известны штампы, снабженные секционным пуансоном, поворотными бойками, раздвижными бойками, симметрично крепящимися к верхней и нижней плитам. Однако перечисленные конструкции штампов имеют известные недостатки, обусловливаюш,ие нестабильность технологического процесса, вследствие чего в поковке имеет место образование микро- и макротрешин, фестонистности и неравномерности деформаций по сечению.
Предлагаемый штамп отличается от известных тем, что его матрица представляет собой набор клиновых секторов, размеш;енных по всей плошади круга в планшайбе и перемеш,аюш;ихся в ней от усилия пресса в радиальных направлениях, обхватывающих угол 360°. Планшайба, в свою очередь, может поворачиваться вокруг своей вертикальной оси на фиксированный угол посредством гидроцилиндров.
Так как матрица представляет собой набор клиновых секторов, между .ней и металлом в процессе штамловки значительно снижаются контактные силы внешнего трения. Верхняя и нижняя плиты конструктивно не связаны между собой, вследствие чего угол поворота планшайбы имеет фиксированную величину.
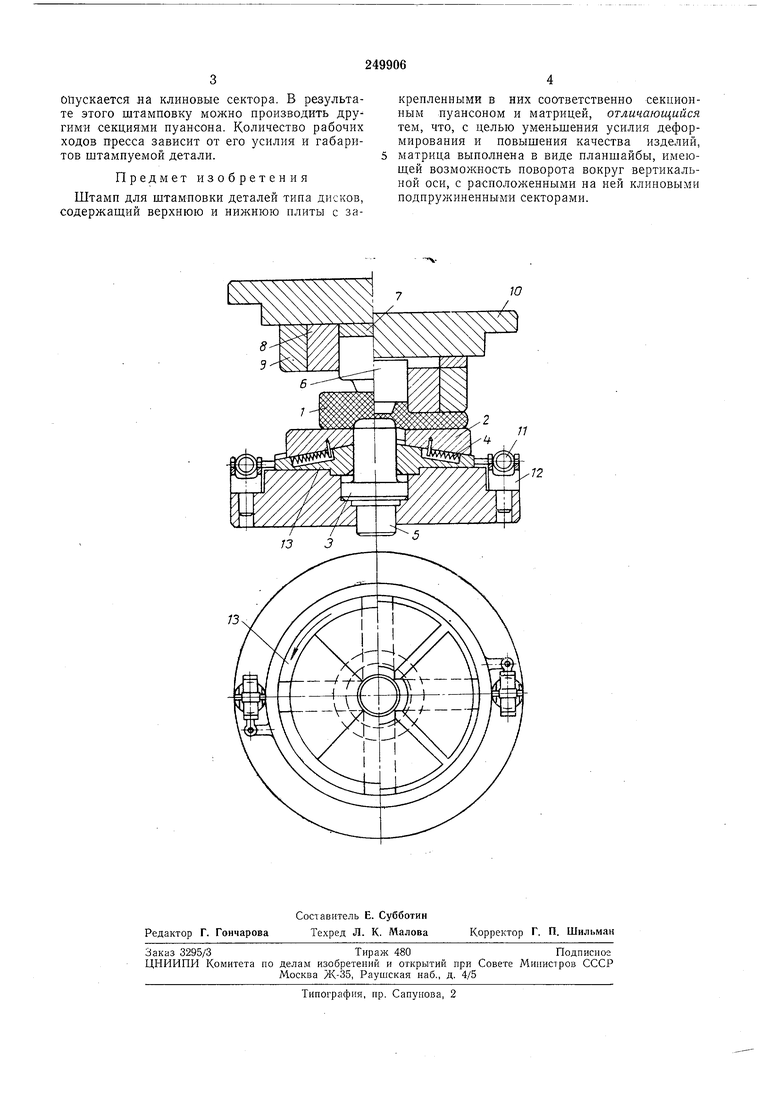
На чертеже схематично изображен описываемый штамп.
Перед штамповкой нагретая заготовка 1 укладывается на клиновые сектора 2, фиксируясь наметкой на фиксаторе 3. В это время клиновые сектора сдвинуты пружинами 4 к центру штампа, толкатель 5 находится в нижнем положении, а центральная секция 6 за счет включения вставки 7 выдвинута по отношению
к секциям 8 и 9.
При рабочем ходе пресса верхняя плита 10 опускается, и выдвинутая секция 6 производит деформацию заготовки. При этом усилие пресса через деформируемый металл передается
на клиновые сектора, которые вместе с металлом .перемешаются от центра к периферии. В момент соприкосновения других секций пуансона с металлом этап штамповки заканчивается. Траверса пресса вместе с верхней плитой
и секционным пуансоном поднимается, после чего включается выталкиватель пресса, поднимающий фиксатор 3 вместе с заготовкой относительно поверхности клиновых секторов, при этом клиновые сектора под действием
пружин возвращаются в исходное положение. Включаются два гидроцилиндра 11, крепящиеся на поворотных вилках 72, и посредством тяг поворачивают планшайбу 13 вместе с клиновыми секторами на определенный угол. Посопускается на клиновые сектора. В результате этого штамповку можно производить дру гими секциями иуансопа. Количество рабочих ходов пресса зависит от его усилия и габаритов штампуемой детали.
Предмет изобретения
Штамп для штамповки деталей типа дисков, содержащий верхнюю и нижнюю плиты с закрепленными в них соответственпо секционным пуансоном и матрицей, отличающийся тем, что, с целью уменьшения усилия деформирования и повышения качества изделий, матрица выполнена в виде планшайбы, имеющей возможность поворота вокруг вертикальной оси, с расположенными на ней клиновыми подиружиненными секторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1965 |
|
SU167422A1 |
| ПРЕСС С РЕВОЛЬВЕРНОЙ ГОЛОВКОЙ | 1970 |
|
SU273628A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| СПОСОБ СЕКЦИОННОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХДЕТАЛЕЙ | 1972 |
|
SU343750A1 |
