Изобретение относится к области производства пластмасс, а именно, к конструкциям устройств для их сварки.
Известны пистолеты для сварки термопластов газом-теплоносителем, содержащие корнус с соплом для выхода нагретого газа и теплоизоляционную втулку, в которой укреплен нагреватель.
Отличием предложенного пистолета является то, что нагреватель выполнен в виде столба угольных шайб, расположенного в полом цилиндре, имеющем наружные спиралевидные канавки для прохождения газа-тенлоносителя и снабл енном изоляционным наконечником, размещенным в сопле пистолета, нри этом шайбы поджаты к наконечнику винтовой парой, кинематически связанной со стрелкой датчика температур, укрепленного на корпусе.
Это повышает качество сварного соединения.
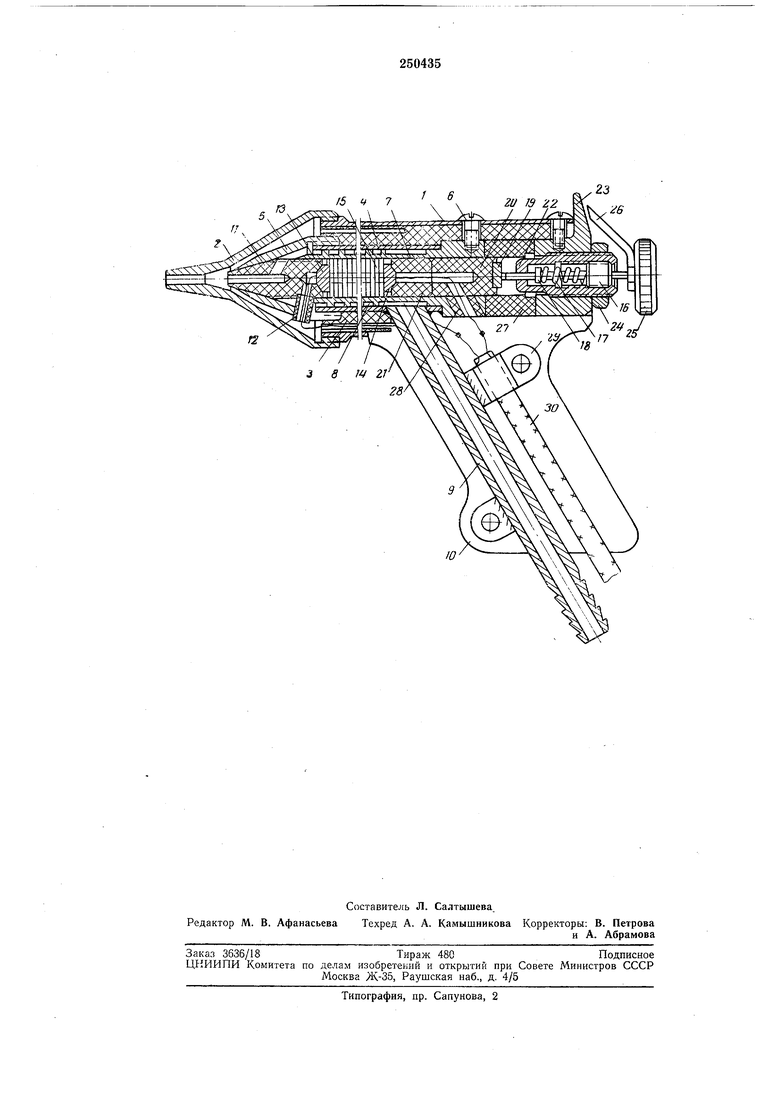
На чертеже изображен предлагаемый пистолет для сварки пластмасс, продольный разрез.
Он содержит 1 с наружной резьбой на левом конце, на котором закреплено сопло 2. Внутри кожуха 1 размещена изоляционная втулка 3, а в ней - рубашка 4, на которой с помощью наружной резьбы левого конца -кренится конус 5. Внутри рубашки 4 жестко закреплен винтом 6 полый цилиндр 7 с наружными винтовыми канавками 8 для прохода газатеплоносителя.
Рубашка 4 и полый цилиндр 7 изготовлены из материала, имеющего большой коэффициент линейного расширения. Внутренняя цилиндрическая поверхность полого цилиндра 7,
соприкасающаяся с угольными шайбаМИ, обработана твердым анодированием с нанесенным изоляционным покрытием из водно-бакелитового лака и жаростойкого лака. Снизу винтовая канавка 8 сообщается с нолостью
штуцера Я жестко кренящегося к рубашке 4 и размещенного в рукоятке 10 пистолета.
На внутренней резьбе передней части полого цнлнндра 7 .насажен упорный конус 11 с тремя отверстиям-и для прохода газа-теплоносителя и с одним отверстием для подвода электропровода. Снизу в отверстии конуса 5 ж естко кренится втулка-изолятор 12.
Внутри полого цилиндра 7, между контактами 13 и 14 находятся в поджатом состоянии угольные шайбы /5 (марка СУ-14 по ГОСТ 10685-63).
Усилия шайб 15 передается от винта 16 через нружину./7, шток 18, упор 19 и изоляторы 20 и 21, -имеющие отверстия для размещения электронровода.
, Втулка 22 от проворота закреплена контргайкой 24. Винт 16 снабжен маховичком 25 и жестко закрепленной стрелкой 26, указательный конец которой отклонен к отградуированной в градусах Цельсия шкале 23. Шток 18 установлен подвижно во втулке 22. В изоляционной втулке 3 между правым торцом полого цилиндра 7 и левым торцом корпуса индикаторной шкалы 23 установлен изолятор 27. В нижнем наклонном отверстии полого цилиндра 7 размешен трубчатый изолятор 28. К штуцеру 9 жестко крепится скоба 29, а к последней - кабель 30 для подвода электропитания.
Работает пистолет для сварки пластмасс следующим образом. Вначале, удерживая правой рукой пистолет за рукоятку 10, левой рукой поворачивают вправо маховичок 25 и устанавливают стрелку 26 против цифры заданного значения температуры на индикаторной шкале 23.
При этом враш;ается винт 16, передающий усилие на пружину 17, последняя - на шток 18, упор 19, изоляторы 20 и 21, контакт 14 и на угольные шайбы 15. Включают ток, который, проходя через угольные шайбы 15, нагревает их.
В зависимости от степени сжатия угольного столба-нагревательного элемента, меняется электрическое сопротивление, а следовательно, сила тока и степень «агрева угольного столба. Тепло от угольного столба передается полому цилиндру 7, рубашке 4, а от лих - к газутеплоносителю, который под давлением поступает из штуцера 9 в винтовую канавку 8 полого цилиндра 7, где нагревается до требуемой температуры и поступает в полость конуса 5. Затем по каналам упорного конуса 11 газтеплоноситель поступает в камеру смешивания сопла 2, я струя нагретого газа-теплоносителя выходит из сопла 2 в зону сварки.
Степень нагрева газа-теплоносителя автоматически поддерживается тем, что при нагревании полого цилиндра 7 и рубашки 4 происходит линейное расширение и в результате иежесткого закрепления левого конца полого цилиндра 7 и рубашки 4 в изоляционной втулке 3 полый цилиндр 7 удлиняется -влево, а вместе с ним отходит влево упорный конус 11. Одновременно перемещается влево конус 5, жестко
связанный с удлиняющейся влево рубащкой 4. В результате удлинения полого цилиндра 7 и отхода упорного конуса 11 влево усилие пружины 17 на угольные шайбы 15 уменьшается, падение напряжения в угольном столбе увеличивается, сила тока уменьшается, и следовательно, уменьшается нагрев угольных шайб 15. Полый цилиндр 7 и рубашка 4 нагреваются меньше, в результате чего начинает «укорачиваться полый шнек и рубашка. Опорный
конус 11 отходит вправо и усилие пружины 17, передаваемое на угольные шайбы 15, увеличивается до первоначального значения. Следовательно, падение напряжения в угольном столбе уменьшается, ток увеличивается, увеличивая степень яагрева угольных шайб.
Предмет изобретения
Пистолет для сварки термопластов газомтеплоносителем, содержащий корпус с соплом
для выхода нагретого газа и теплоизоляционную втулку, в которой укреплен нагреватель, отличающийся тем, что, с целью повышения качества сварного соединения, нагреватель выполнен в виде столба угольных шайб, расположенного в полом цилиндре, имеющем наружные спиралевидные канавки для прохождения газа-теплоносителя и снабженном изоляционным наконечником, размещенным в сопле пистолета, при этом шайбы поджаты к
наконечнику винтовой парой, кинематически связанной со стрелкой датчика температур, укрепленного на корпусе. 15 it 7
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1970 |
|
SU425814A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| ПИСТОЛЕТ ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1971 |
|
SU297492A1 |
| Устройство для сварки термопластов нагретым газом | 1985 |
|
SU1242398A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Устройство для сварки термопластов | 1986 |
|
SU1388313A1 |
| Пистолет для контактной точечной сварки | 1986 |
|
SU1411110A1 |
| ОГРАНИЧИТЕЛЬ ОБРАТНОЙ ТЕМПЕРАТУРЫ | 2005 |
|
RU2358174C2 |