(Л
совмещения оси поворота электрододер- жателя с осью цилиндра сжатия (ЦС). Управляющий упор 2 установлен на приводе, и выполнен с копирным пазом. При выдвижении штока ЦС ролик 10 держателя перемещается по копирным пазам, обеспечивающим возвратно-поступательное движение электрододержате- ля.одновременно с его поворотом за счет наличия винтообразных частей паза. Теоретическая ось вращения винтовой части паза совмещена с осью ЦС„
Шарнирно закрепленный на ЦС рычаг 16 вьпюлнен в виде клина, стороны которого поочередно перекрывают перемещение ролика 10 по одной нпи другой части паза. Электрододержатель П установлен в держателе 9 с возможностью фиксированного установочного перемещения, величина которого определяется из заданного соотнощения. Устройство позволяет уменьшить количество пистолетов и исполнительных приводов, понизить металлоемкость машин. 7 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для контактной точечной сварки | 1976 |
|
SU654367A1 |
| Устройство для контактной точечной сварки | 1989 |
|
SU1694366A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
| Пистолет для контактной точечнойСВАРКи ОРлОВА | 1979 |
|
SU848215A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1524974A2 |
| Устройство для контактной рельефной сварки | 1990 |
|
SU1729716A1 |
| Сварочный пистолет | 2015 |
|
RU2664991C9 |
| Устройство для сварки наклонным электродом | 1977 |
|
SU749591A2 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |

Изобретение относится к области машиностроения, в частности к производству пистолетов для контактной то1 Чечней сварки, и может найти применение при сварке изделий с-малым пагом между свариваемыми точками. Цель - упрощение конструкции и повышение эксплуатацнонной надежности за счет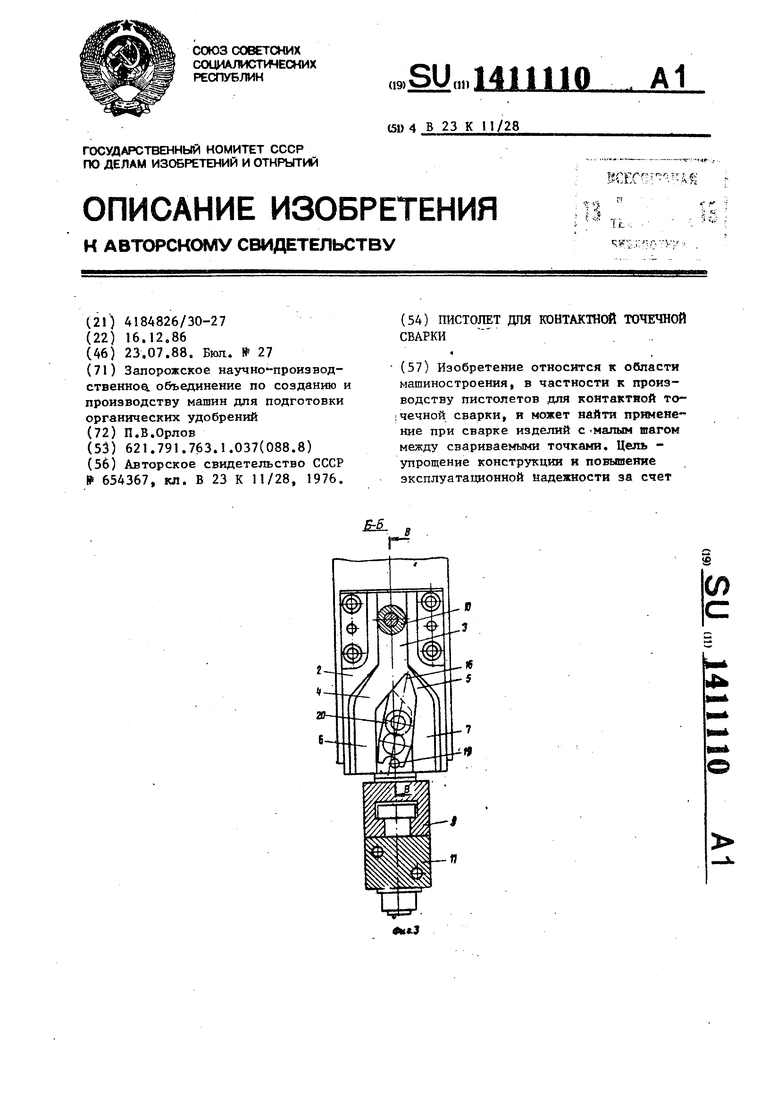
1
Изобретение относится к машиностроению, в ч астности к производству пистолетов для контактной точечной сварки, и может найти применение при сварке изДелий с малым шагом между свариваемыми точками.
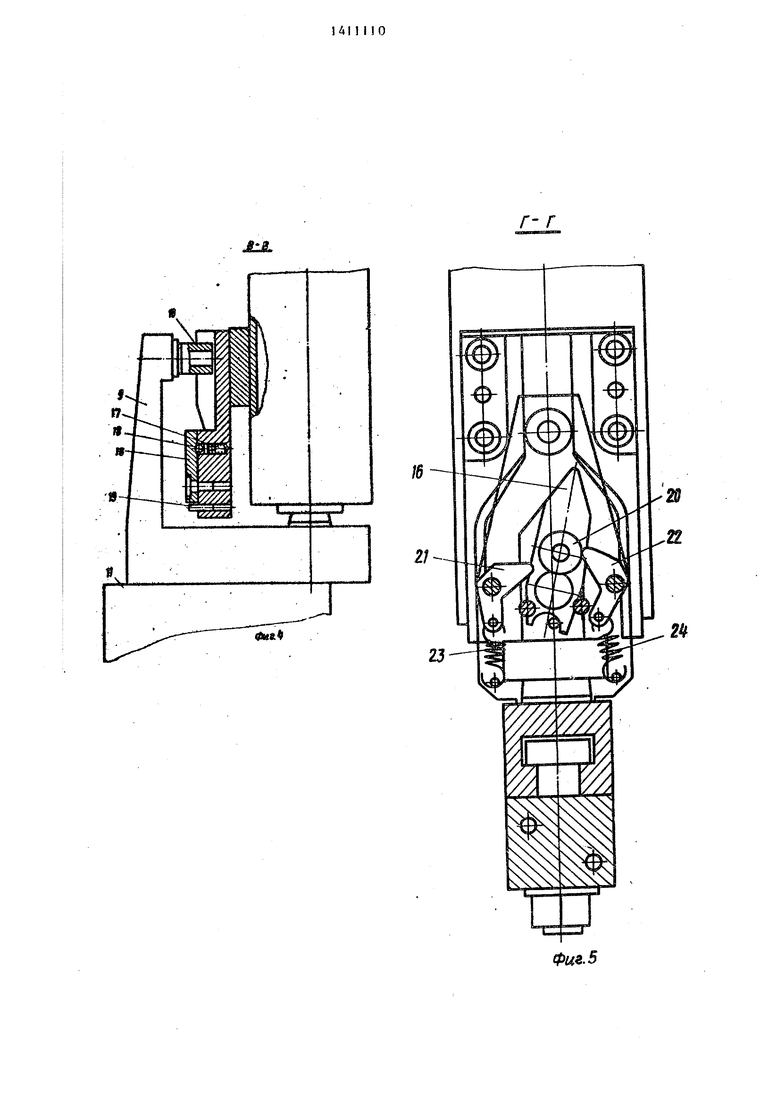
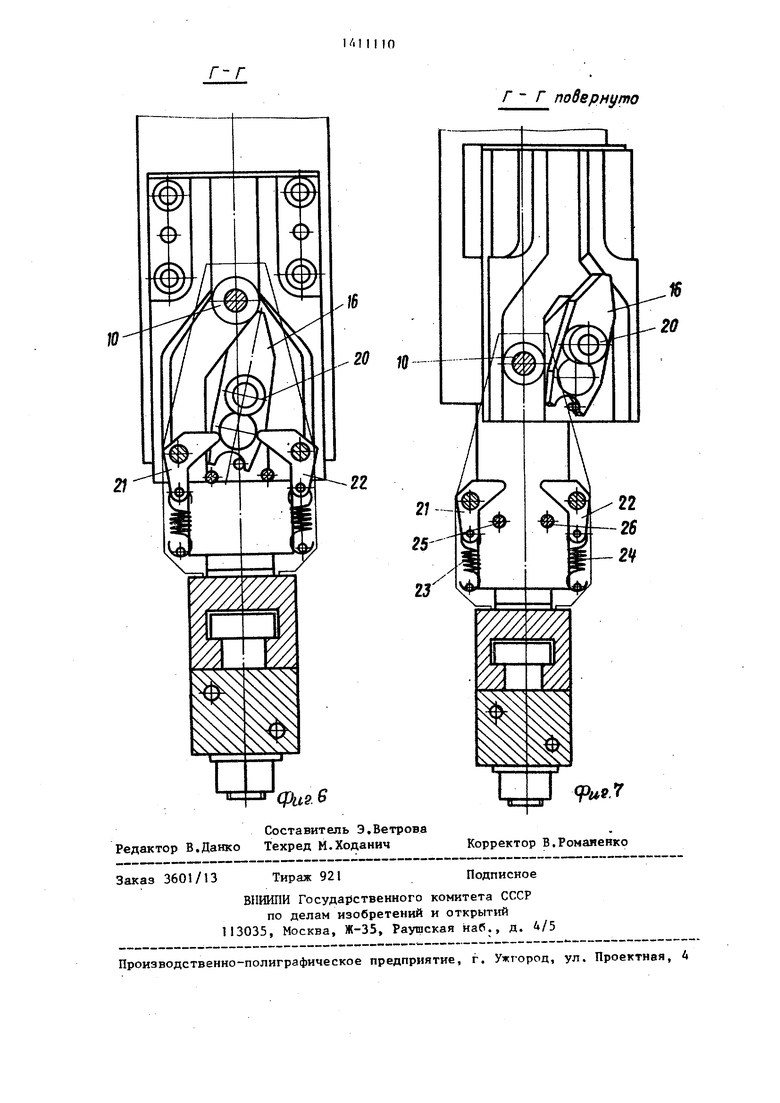
. Цель изобретения - упрощение конструкции и повышение эксплуатационной надежности за счет совмещения оси поворота электрододержателя с осью ци- линдра сжатия.На фиг,, 1 йредставлен пистолет; на . 2 - разрез А-А на фиг 1 на фиг, 3 - разрез Б-Б на фиг. 1; на фнг. 4 - разрез В-В на фиг, 3; на фиг. 5 - разрез F-Г на фиг. 1 (положение собачек прн взаимодействии одной из них с роликом рычага в начальный момент выдвижения штока в цилиндре сжатия); на фиг, 6 - то же, взаимо- действие ролика держателя с рычагом, вход ролика держателя в винтовую канавку - начало поворота держателя; на фиг. 7 - то же, конец прямолинейного перемещения штока цилиндра сжатия, крайнее нижнее положение штока.
Пистолет для контактной точечной сварки содержит цилиндр 1 сжатия, на котором жестко закреплен управляющий упор 2 с пазом 3, выход которого разветвлен на две противоположно направленные винтовые канавки 4 и 5 с доследующим переходом их на прямолинейные канавки 6 и 7, Теоретическая ось винтовых канавок совмещена с осью цилиндра J сжатия. На щТоке 8 цилиндра 1 сжатия жестко установлен держатель 9, снабженный роликом 10, который, взаимодействуя с. пазом упора 2,
,-
5
Ю
5 20
30 35
25
поворачивает держатель 9 на угол при выдвижении штока цилиндра 1 сжатия. Угол между прямолинейными канавками 6 и является углом поворота держателя 9 .при поочередном взаимодействии ролика 10 держателя 9 с обеими винтовыми канавками 4 и 5 упора 2. В держателе 9 вьшолнен Т-образный паз для крепления электрододержателя 11 посредством болта 12, Электрододержатель II содержит электрод 13 и штуцера 14 для подвода охлаждающей воды. К электрододержателю 11 жестко крепится гибкий токоподвод 15, второй конец которого присоединен к сварочному трансформатору.
Наличие Т-образного паза обеспечивает бесступенчатое перемещение злектрододержателя 11с возможностью уменьшения или увеличения расстояния 1 между осью цилиндра сжатия и осью электрода.
Таким образом, имея угол поворота электрододержателя и заданное расстояние между крайними положениями оси электрода t, равное шагу между свариваемыми точками, расстояние 1 оси электрода до оси цилиндра сжатия определяют из зависимости
tgo(/2,
где 1 - расстояние между осью.цилиндра сжатия и осью электрода; t - расстояние между крайними положениями оси электрода; d - угол поворота электрода. На управляющем упоре 2 шарнирно установлен двуплечий рычаг 16, который поджат относительно его пружиной
3u
17 посредством шарика 18 и снабжен двумя выемками для фиксации его крайних положений. Нижним плечом рычаг 1 упирается в упор 19, ограничивающий Крайние положения-рычага I6, Верхнее плечо рычага 16 выполнено с двумя симетричными скосами, которые при одно из крайних положений рычага 16 поочередно отсекают вход соответствен- но в правую или левую винтовые канавки 4 и 5, что обеспечивает нужное направление поворота электрододержа- теля 11. Рычаг 16, кроме того, снабжен роликом 20, через который на не- го поочередно воздействуют собачки 21 и 22, шарнирно установленные на вертикальной -плоскости держателя 9 и нейтрально поджатые пружинами 23 и 24 относительно держателя 9. Рабочий ход собачек ограничен упорами 25 и . 26. Усилия пружин 24 и 25 подобраны таким образом, что рычаг 16 находится в одном из крайних положений до тех пор, пока соответствующая собач- ка не упрется в свой упор 25 или 26.
Пистолет для контактной точечной сварки работает следующим образом.
В исходном положении пистолета шток 8 вдвинут, при этом собачки 21 и 22 находятся в нейтральном положении над роликом 20 рычага 16, который занимает крайнее правое положение. При подаче сжатого воздуха в поршневую полость цилиндра 1 сжатия шток 8 вьщвигается, перемещая держатель 9 с электрододержателем 11 вниз При этом собачка 21 проходит с гарантированным зазором мимо ролика 20 рычага 16,-а собачка 22 взаимодейст- вует с ним, но так как собачка 22 нейтрально подпружинена, а усилия пружиШ) 24 не достаточно для поворота рычага 16, то эта собачка 22 отклоняется в правую сторону, а ролик 10, перемещаясь в пазу 3 упора 2, входит в контакт со скосом рычага 16, который направляет его в левую винтовую канавку 4. По мере перемещения ролика 10 в левой винтовой ка- навке 4 происходит поворот держателя из исходного положения влево на .угол rf/2.
После перехода ролика 10 в левую прямолинейную канавку 6 поворот дер- жателя 9 прекращается, а осуществляется линейное перемещение держателя 9 с электрододержателем 11 до тех пор, пока электрод 13 не упрется в
свариваемое изделие. Подается сварочный ток на электрододержатель I1 и вьшолняется первая сварочная точка. После этого подается сжатый воздух в штоковую полость цилиндра 1 сжатия и шток 8 начинает вдвигаться. При этом в момент перемещения ролика 10 в левой винтовой канавке 4 происходит поворот держателя 9 с электрододержатет лем П в исходное положение, после/ ; чего та же собачка 22 взаимодействует с роликом 20 рычага 16 и отклоняется в левую сторону, пока не упрется в свой упор 26, занимая свое рабочее положение. При дальнейшем вдвижении штока 8 собачка 22 посредством ролика 20 перебраа 1вает рычаг 16 в левое крайнее положение, где он фиксируется шариком 18, При повороте рычага 16 ролик 20 воздействует на собачку 21, отклоняя ее влево.
После взаимодействия собачек 21 и 22 с роликом 20 они занимают нейтральное положение. В левом крайнем положении рычаг 16 соответств тощим способом отсекает вход в левую винтовую канавку 4, освобождая при этом вход в правую винтовую канавку 5, При полностью вдвинутом штоке 8 пистолет занимает свое исходное положение. Для выполнения второй сварочной точки сжатый Воздух подают опять в штоковую полость. Шток 8, выдвигаясь, перемещает держатель 6 электрододержателем 11 вниз. Теперь уже собачка 22 проходит с гарантированным зазором мимо ролика 20 рычага 16, а собачка 21 взаимодействует с ним. Так как усилия пружины 23 не достаточно для поворота рычага 16, то собачка 2 отклоняется в .сторону, а ролик 10, перемещаясь в пазу 3 упора 2, входит в контакт со скосом рычага 16, который направляет его в правую винтовую канавку 5. По мере перемещения .ролика 10 в правой винтовой канавке 5 происходит поворот держателя 9 из исходного положени вправо на угол о(/2.
После перехода ролика 10 в правую прямолинейную канавку 7 поворот держателя 9 прекращается, а осуществляется линейное его перемещение до тех пор, пока электрод 13 не упрется в свариваемое изделие. Подается сварочный ток на электродвигатель и вьшол- няется вторая сварочная точка. Таким образом, для вьшолнения первой сварочной точки электрододержатель 9 из
514
исходного положения повернулся влево на угол о(/2, а для вьтолнения второй- вправо на угол С//2, следовательно в сумме угол поворота электрододержате- ля составляет 0, которым и определяется шаг между сварочными точками,
При подаче сжатого воздуха в што- ковую полость шток 8 вдвигается, держатель 9 занимает исходное положение, собачки 21 и 22 взаимодействуют с роликом 20 рычага 16, которьш перебрасывается снова в правое крайнее положение, и при полностью вдвинутом штоке 8 пистолет занимает исходное положение, после чего цикл ра-боть пистолета окончен. Сваренное изделие удаляется. .
Использование изобретения позволяет упростить конструкцию, снизить металлоемкость сварочного пистолета и повысить надежность его работы.
Формула изобретения 25
Пистолет для контактной точечной сварки, содержащий цилиндр сжатия, установленный на держателе электро- додержатель с электродом и механизм поворота электрододержателя для обеспечения шага между, сварными точками, состоящий из управляющего упора, подпружиненного шарнирно смонтированного на цилиндре сжатия рычага и подпружиненных собачек, о т л и ч а
5
0
5
106
ю щ и и с я тем, что, с целью упрощения конструкции и повышения эксплуатационной надежности, управляющий упор установлен на цилиндре сжатия и вьшолнен с копирньм пазом, имеющим начальный прямолинейный участок, разветвляющийся на два винтовых участка, противоположно направленных, переходящих в прямолинейные участки, параллельные начальному прямолинейному участку, теоретическая ось винтовых участков паза совмещена с осью цилиндра сжатия, держатель снабжен роликом, установленным с возможностью взаимодействия с участками копирно- го паза управляющего упора, рычаг выполнен с двумя симметричными скосами и смонтирован с возможностью поочередного перекрытия винтовых участков копирного паза, электрододержа- тель установлен в р ержателе с возможностью фиксированного установочного перемещения в направлении} перпендикулярном оси цилиндра, на величину 1, кот орая определяется из соотношения
30
tg I ,
1 - расстояние между осью цилиндра сжатия и осью электрода, мм;
угол поворота электрода,град расстояние между крайними положениями оси электрода, мм.
о
t
.
Ttepemu4ffiia9 oet Линтоён llaнaв«к,вc цилиндре, сявтия
14
fug. 2
«икФ
Фи9.5
Cpas. 6
Редактор В.Данко
Составитель Э.Ветрова Техред М.Ходанич
Заказ 3601/13
Тираж 921
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
ZO fff
Pu9.7
Корректор В.Ромапеико
Подписное
| Пистолет для контактной точечной сварки | 1976 |
|
SU654367A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
