Известны токарНо-револьверные автоматы для сборки изделий и изготовления деталей, содержащие привод системы генератор - двигатель, который управляется от валика микропереключателей.
Однако производительность сборочного процесса невысока, поскольку необходимо вести сборку на тех же числах оборотов шпинделя автомата, на которых осуществляется их наживление, а также при механической обработке деталей, поскольку существующие автоматы не дают возможность изменять число оборотов шпинделя -непрерывно в процессе обработки, что приводит к снижению их производптельности и ухудшению качества деталей.
Предлагаемый токарно-револьверный автомат отличается от известных тем, что автомат снабжен устройством для регулирования числа оборотов шпинделя, выполненного в виде соосного с валиком микропереключателей барабана, в пазах которого размещены реостаты, последовательно подключенные к соответствующим реостатам автомата посредством перпендикулярно расположенного к оси барабана и укрепленного на оси револьверной головки токосъемника. Это повышает производительность процесса и качество изготовления деталей.
автомата в двух
токосъемник описываемого проекциях.
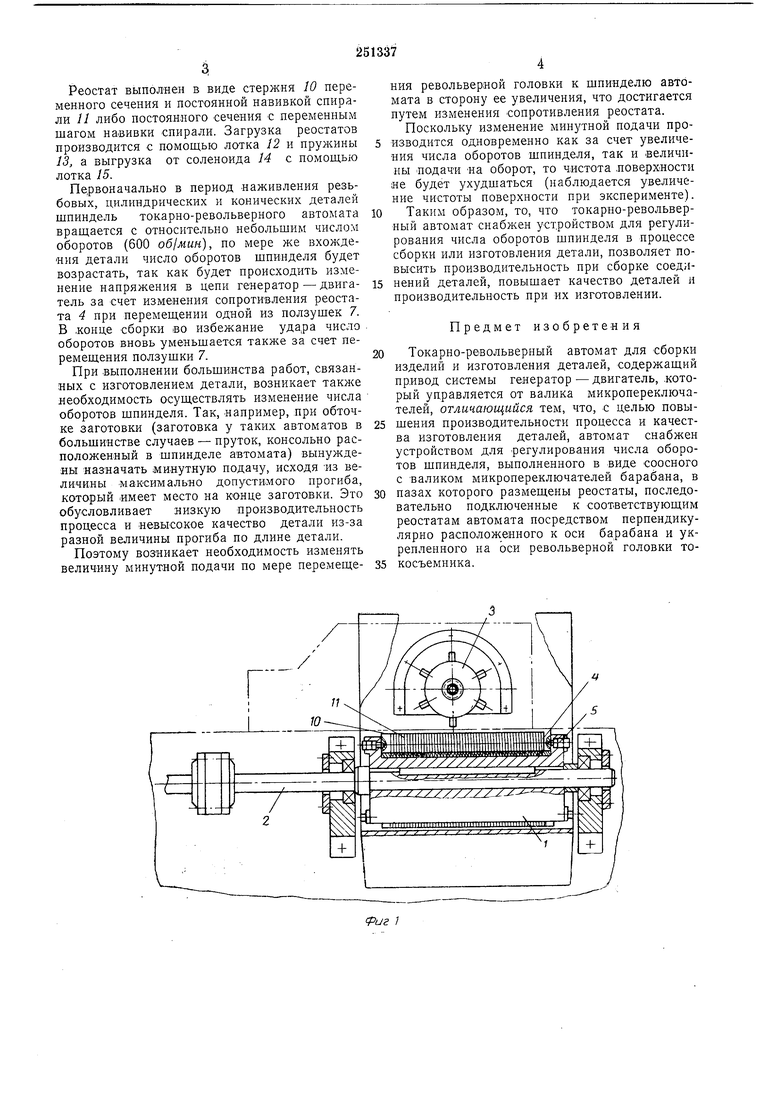
Токарно-револьверный автомат содержит
привод системы генератор - двигатель, управляемый от валика микропереключателей. Автомат снабжен устройством для регулирования числа оборотов шпинделя в процессе сборки или изготовления деталей, выполненным в
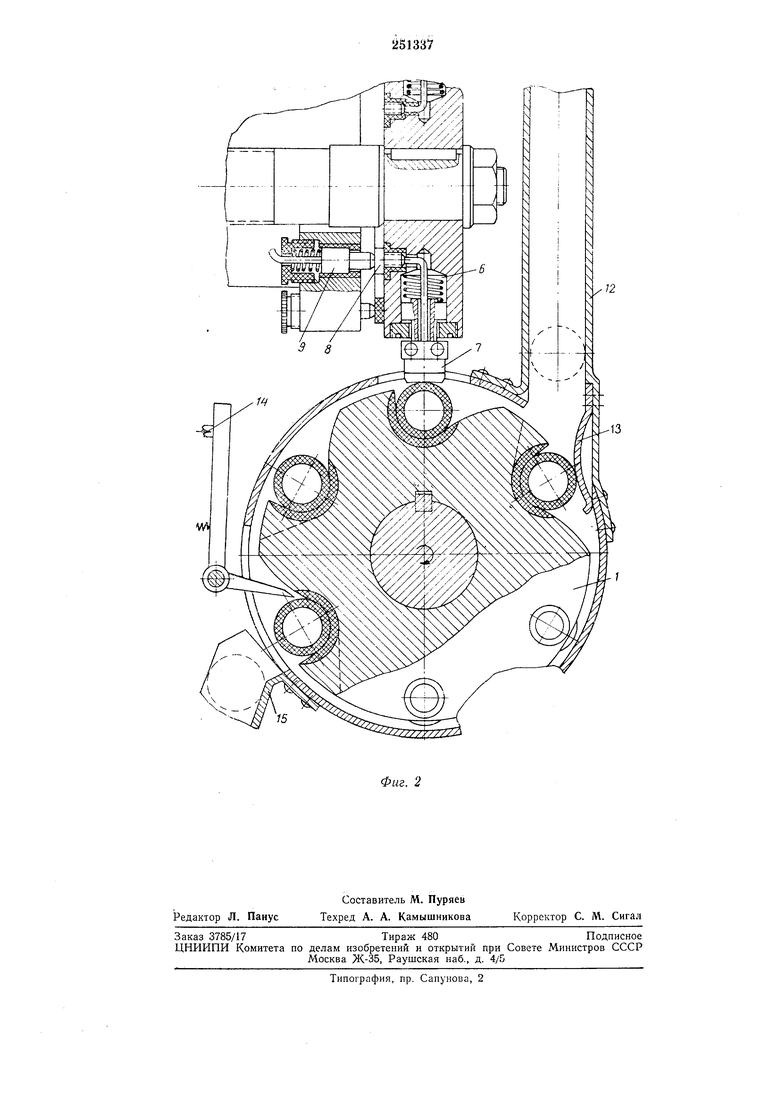
виде соосного с валиком микропереключателей барабана /, в пазах которого размещены последовательно подключенные к соответствующим реостатам автомата посредством перпендикулярно расположенного к оси 2 барабана и укрепленного на оси револьверной головки токосъемника 3 реостаты 4. Количество реостатов соответствует числу позиций револьверной головки. Регулировка реостатов по длине при настройке автомата производится с помощью подвижных центров 5, расположенных на периферии барабана параллельно его оси. Токосъемник 3 выполнен в виде диска, на периферии которого имеются гнезда 6 в количестве, равном числу позиций револьверной головки, с размещенными в «их подпружиненными в направлении оси барабана ползушками 7, а на торце имеются секторы 8, контактирующие с неподвижными контактами 9, укрепленными на ползуне револьверной гоРеостат выполнен в виде стержня 10 переменного сечения и постоянной навивкой спирали 11 либо постоянного сечения с переменным шагом навивки спирали. Загрузка реостатов производится с помощью лотка 12 и пружины 13, а выгрузка от соленоида 14 с помощью лотка 15.
Первоначально в период наживления резьбовых, цилиндрических и конических деталей шпиндель токарно-револьверного автомата вращается с относительно небольшим числом оборотов (600 об/мин), по мере же вхождения детали число оборотов шпинделя будет возрастать, так как будет происходить изменение напряжения в цепи генератор-двигатель за счет изменения сопротивления реостата 4 при перемещении одной из ползушек 7. В .конце сборки во избежание уда.ра число оборотов вновь уменьшается также за счет перемещения ползушки 7.
При выполнении большинства работ, связанных с изготовлением детали, возникает также необходимость осуществлять изменение числа оборотов шпинделя. Так, например, при обточке заготовки (заготовка у таких автоматов в большинстве случаев - пруток, консольно расположенный в шпинделе автомата) вынуждены назначать минутную подачу, исходя из величины максимально допустимого прогиба, который -имеет место на конце заготовки. Это обусловливает низкую производительность процесса и невысокое качество детали из-за разной величины прогиба по длине детали.
Поэтому возникает необходимость изменять величину минутной подачи по мере перемещения револьверной головки к шпинделю автомата в сторону ее увеличения, что достигается путем изменения сопротивления реостата.
Поскольку изменение минутной подачи производится одновременно как за счет увеличения числа оборотов шпинделя, так и величины Подачи на оборот, то частота .поверхности яе будет ухудшаться (наблюдается увеличение чистоты поверхности при эксперименте).
Таким образом, то, что токарно-револьверный автомат снабжен устройством для регулирования числа оборотов шпинделя в процессе сборки или изготовления детали, позволяет повысить производительность при сборке соединений деталей, повышает качество деталей и производительность при их изготовлении.
Предмет изобретения
Токарно-револьверный автомат для сборки изделий и изготовления деталей, содержащий привод системы генератор-двигатель, .который управляется от валика микропереключателей, отличающийся тем, что, с целью повышения производительности процесса и качества изготовления деталей, автомат снабжен устройством для регулирования числа оборотов шпинделя, выполненного в виде соосного с валиком микропереключателей барабана, в пазах которого размещены реостаты, последовательно подключенные к соответствующим реостатам автомата посредством перпендикулярно расположенного к оси барабана и укрепленного на оси револьверной головки токосъемника.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНО-РЕВОЛЬВЕРНЫЙ АВТОМАТ | 1971 |
|
SU293657A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| Н И. В. PoiiiiiU.oii | 1972 |
|
SU327973A1 |
| Резьбонарезной автомат | 1972 |
|
SU593649A3 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарно-револьверный автомат | 1979 |
|
SU887061A1 |
12
