Предлагаемый способ, по мнению изобретателя, позволяет изготовлять сварные волнистые компенсаторы для трубопроводов, просто и дешево в любой монтажной мастерской, а также позволяет наладить и массовое их производство, не требуя дорогого оборудования.
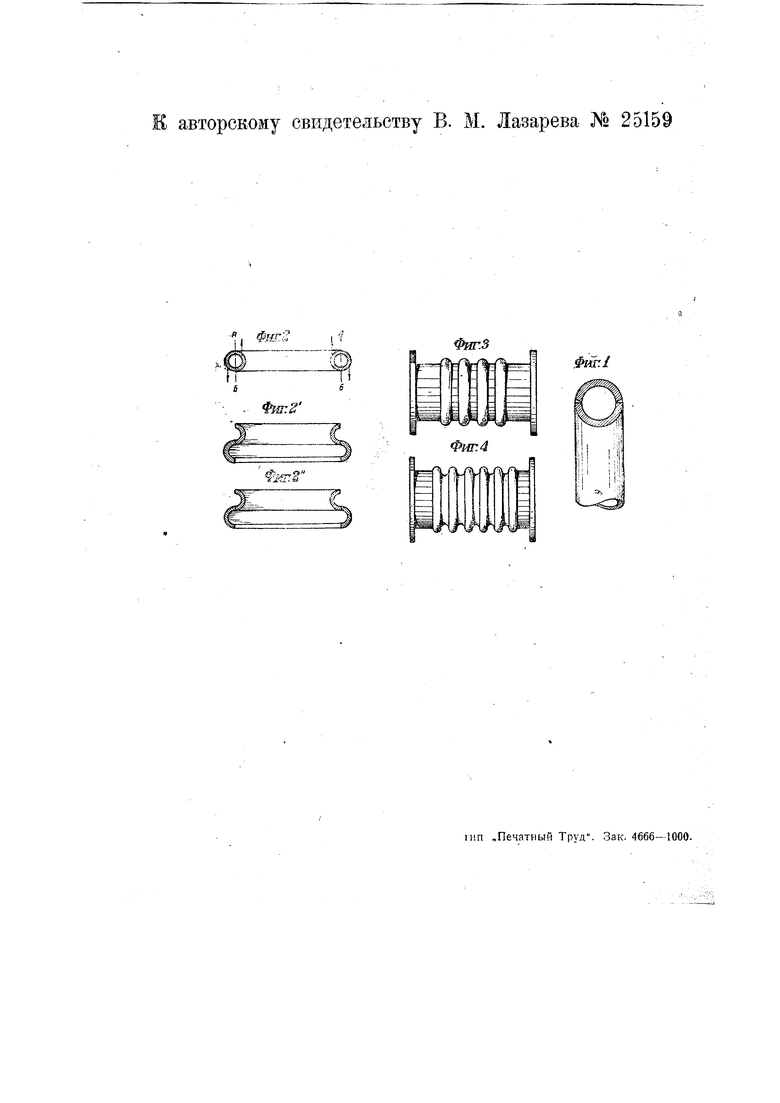
На схематическом чертеже фиг. 1 изображает разрез кольца; фиг. 2, 2, кольца после сварки; фиг. 3 - компенсатор для трубопроводов; фиг.4 -тоже, другого типа.
Из стальной трубы диаметром от 20 до 80 мм и больше (в зависимости от диаметра компенсатора), заготовляют спираль с числом витков, соответствующим числу гребней (волн) компенсатора и средним диаметром, равным диаметру трубопровода.
Затем спираль эту разрезают на отдельные витки, которые выпрямляют и сваривают в кольца. После этого каждое кольцо на токарном станке разрезают по линии А-Б на два кольца выпуклое и вогнутое, при чем разрез делают, как изображено на фиг. 1, т.-е. образуется желобчатая канавка для будущей сварки.
Следующей операцией является сварка этих колец в готовый компенсатор, для чего выпуклое и вогнутое кольцо сдвигают друг относительно друга и сваривают (фиг. 2). Затем остается только приварить отрезки прямой трубы с фланцами. Подобным же образом могут бытьизготовлены компенсаторы и другого типа(фиг. 4), а также волнистые отводы и т. п.
При изготовлении компенсатора наибольшее внимание следует обратить на сварку. Для более прочной н протачивают канавку- при разрезании колец. Для давлений до 6 атм может применяться электросварка, что удешевит изготовление, при больших же давлениях рекомендуется автогенная сварка
Предмет изобретения.
Способ изготовления сварных волнистых компенсаторов для трубопроводов, отличающийся тем, что в качестве элементов, из которых образуют путем,сваркиг компенсатор, применяют желобчатые кольца, полученные разрезанием по цилиндрической поверхности, трубчатых колец.
Фит.З
if
m2
Фиг.З
,фш:1
| название | год | авторы | номер документа |
|---|---|---|---|
| Компенсационное соединение для трубопроводов | 1938 |
|
SU55212A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления армированных гофрированных труб | 1984 |
|
SU1180111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ СТОЛБОВ | 2001 |
|
RU2201833C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2164638C2 |
| Устройство для выколотки плоского кольца половинок сварных линз тепловых компенсаторов | 1940 |
|
SU61438A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1997 |
|
RU2134373C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТА | 2000 |
|
RU2230974C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 1999 |
|
RU2157479C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2181458C2 |