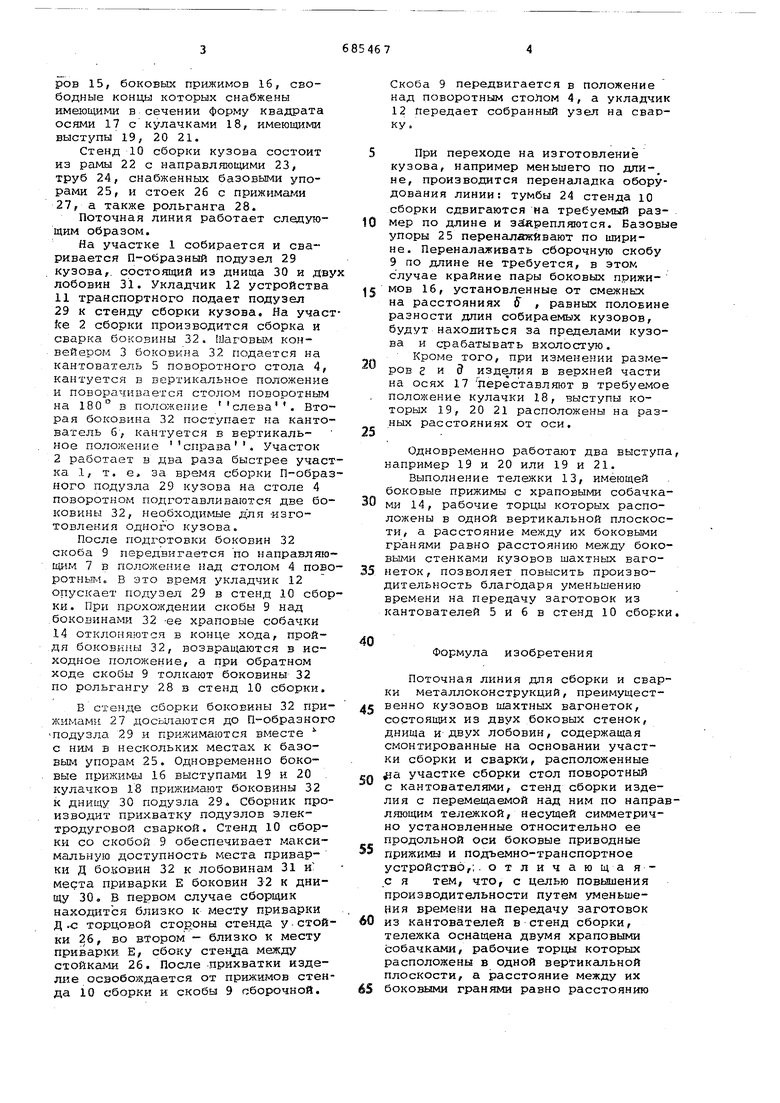
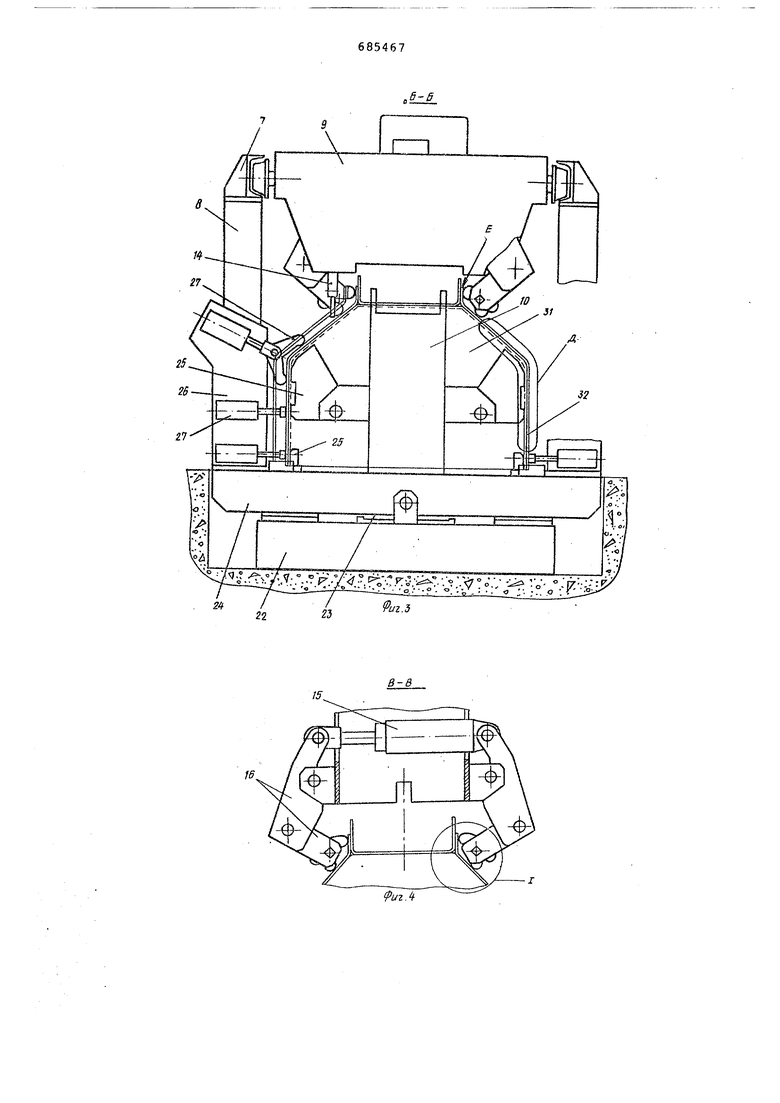
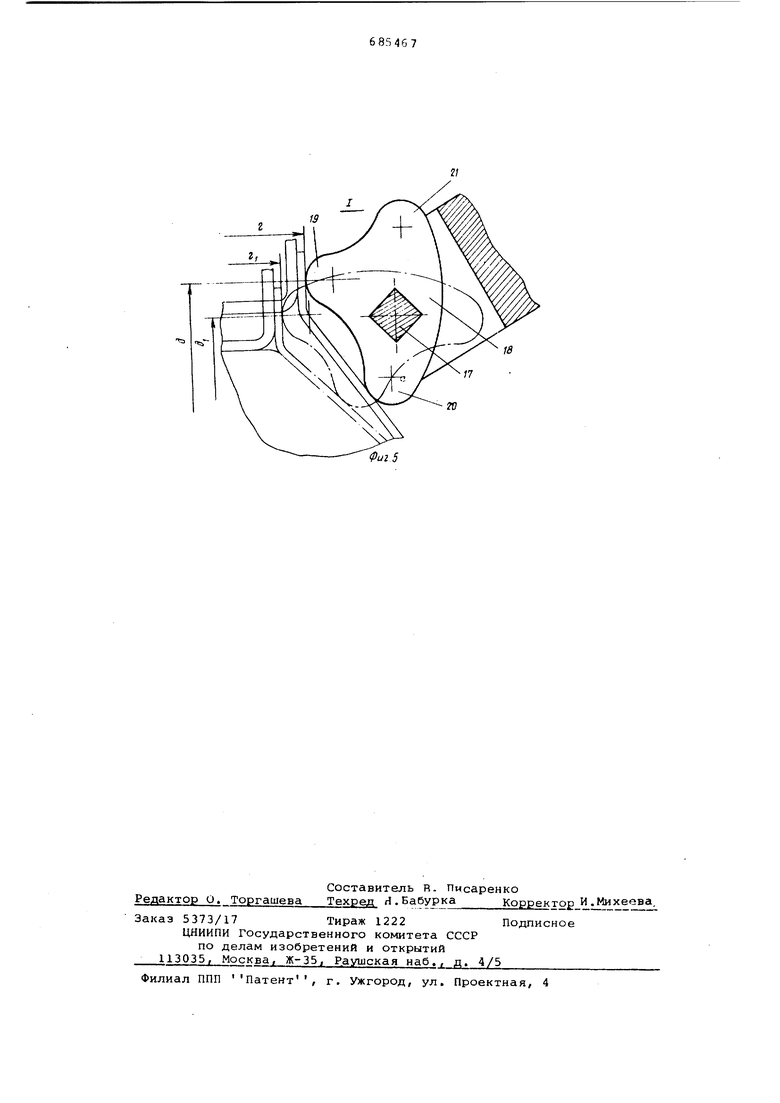
Изобретение относится к области сварки, а именно к конструкциям поточной линии для сборки и сварки металлоконсгрукций, преимущественно кузовов шахтных вагонеток, состоящих из двух боковых стенок, днища и двух лобовин. Известна поточная линия для сборки и сварки металлоконструкций, преимущественно кузовов шахтных вагонеток, состоящих из двух боковых стенок, днища и двух лобовин, содержащая смонтированные на основании участки сборки и сварки,расположенны на участке сборки стол поворотный с кантователями, стенд сборки изделия с перемещаемой над ним по направляющим тележкой, несущей симметрично установленные относительно ее продольной оси боковые приводные при жимы и подъемно-транспортное устрой ство 1 . -Известная поточная линия малопроизводительна, так как велико вре передачи заготовок из кантователей в стенд сборки. Целью изобретения является повышение производительности поточной линии путем уменьшения времени передачи заготовок из кантователей в стенд сборки. Цель достигается тем, что тележка оснащена двумя храповыми собачками, рабочие торцы которых расположены в одной вертикальной плоскости, а расстояние между их боковыми гранями равно расстоянию между боковыми стенками кузовов шахтных вагонеток. На фиг. 1 показана поточная линия, вид сверху; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 разрез В-В на фиг. 1; на фиг. 4 разрез В-В на фиг. 2; на фиг. 5 узел I а фиг. 4. В состав поточной линии входят участок1 сборки П-образного подузла кузова, участок 2 сборки боковины, шаговый конвейер 3, ствол 4 поворотный с кантователями 5 и б, направляющие 7 со стойками 8, вынесенными из зоны работы сборщика, скоба 9, стенд 10 сборки кузова, устройство 11 транспортное, снабженное укладчиками 12 и обслуживающее участок 1 сборки и стенд 10 сборки кузова. Скоба 9 состоит из тележки 13, храповых собачек 14, гидроцилиндров 15, боковых прижимов 16, свободные концы которых снабжены имеющими в сечении форму квадрата осями 17 с кулачками 18, имеющими выступы 19, 20 21.
Стенд 10 сборки кузова состоит из рамы 22 с направляющими 23, труб 24, снабженных базовыми упорами 25, и стоек 26 с прижимами 27, а также рольганга 28.
Поточная линия работает следующим образом.
На участке 1 собирается и сваривается П-образный подузел 29 кузова,, состоящий из днища 30 и дву лобовин 31. Укладчик 12 устройства 11 транспортного подает подузел 29 к стенду сборки кузова. На участfce 2 сборки производится сборка и сварка боковины 32. Шаговым конвейером 3 боковина 32 подается на кантователь 5 поворотного стола 4, кантуется в веэртикальное положение и поворачивается столом поворотным на 180 в положение слева. Вторая боковина 32 поступает на кантователь 6, кантуется в вертикальное положение справа. Участок 2 работает в два раза быстрее участка 1, т. е. за время сборки П-образного подузла 29 кузова на столе 4 поворотном подготавливаются две боковины 32, необходимые для -изготовлеЕ1ия Одного кузова.
После подготовки боковин 32 скоба 9 передвигается по направляющим 7 в положение над столом 4 поворотным, в это время укладчик 12 опускает подузел 29 в стенд 10 сборки. При прохождении скобы 9 над .боковинами 32 -ее храповые собачки 14 отклоняются в конце хода, пройдя боковины 32, возвращаются в исходное положение, а при обратном ходе скобы 9 толкают боковины 32 по рольгангу 28 в стенд 10 сборки.
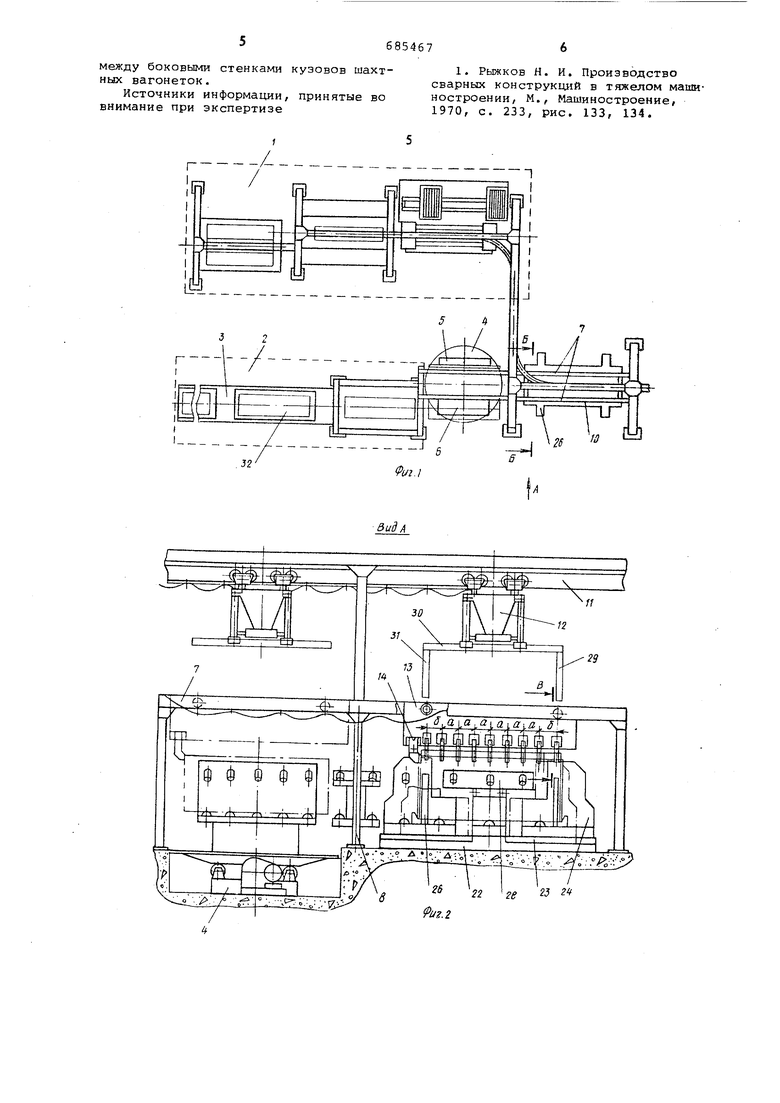
В стенде сборки боковины 32 прижимами 27 досьшаются до П-образного подузла 29 и прижимаются вместе с ним в нескольких местах к базовым упорам 25. Одновременно боковые прижимы 16 выступами 19 и 20 кулачков 18 прижимают боковины 32 к днищу 30 подузла 29. Сборник производит прихватку подузлов электродуговой сваркой. Стенд 10 сборки со скобой 9 обеспечивает максимальную доступность места приварки Д боковин 32 к лобовинам 31 и медта приварки Е боковин 3-2 к днищу 30, В первом случае сборщик находится близко к месту приварки Д .с торцовой стор.оны стенда у. стойки 26, во втором - близко к месту приварки Е, сбоку стенда между стойками 26. После прихватки изделие освобождается от прижимов стенда 10 сборки и скобы 9 сборочной.
Скоба 9 передвигается в положение над поворотным стоЛом 4, а укладчик 12 Передает собранный узел на сварку.
5 При переходе на изготовление кузова, например меньшего по дт1И- не, производится переналадка оборудования линии: тумбы 24 стенда Ю сборки сдвигаются на требуемый размер по длине и Зс лрепляются. Базовые упоры 25 переналаживают по ширине. Переналаживать сборочную скобу 9 по длине не требуется, в этом случае крайние пары боковых прижимов 16, установленные от смежных на расстояниях б , равных половине разности длин собираемых кузовов, будут находиться за пределами кузова и срабатывать вхолостую.
Кроме того, при изменении размеров г и Э изделия в верхней части на осях 17 переставляют в требуемое положение кулачки 18, выступы которых 19, 20 21 расположены на разных расстояниях от оси,
Одновременно работают два выступа, например 19 и 20 или 19 и 21.
Выполнение тележки 13, имеющей боковые прижимы с храповыми собачками 14, рабочие торцы которых расположены в одной вертикальной плоскости, а расстояние между их боковыми гранями равно расстоянию между боковыгли стенками кузовов шахтных вагонеток, позволяет повысить производительность благодаря уменьшению времени на передачу заготовок из кантователей 5 и 6 в стенд 10 сборки.
Формула изобретения
Поточная линия для сборки и сварки металлоконструкций, преимущественно кузовов шахтных вагонеток, состоящих из двух боковых стенок, днища и двух лобовин, содержащая смонтированные на основании участки сборки и сварк 1, расположенные й участке сборки стол поворотный с кантователями, стенд сборки изделия с перемещаемой над ним по направляющим тележкой, несущей симметрично установленные относительно ее продольной оси боковые приводные прижимы и подъемно-транспортное устройство,;, отличающа яс я тем, что, с целью повышения производительности путем уменьшения Бреме;1и на передачу заготовок из кантователей в стенд сборки, тележка оснащена двумя храповыми собачками, рабочие торцы которых расположены в одной вертикальной плоскости, а расстояние между их боковыми гранями равно расстоянию
между боковыми стенками кузовов шахтных вагонеток.
Источники информации, принятые во внимание при экспертизе
1. Рыжков Н. и. Производство сварных конструкций в тяжелом машиностроении, М., Машиностроение, 1970, с. 233, рис. 133, 134.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки под сварку кузовов шахтных вагонеток | 1976 |
|
SU575199A1 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| йГевЕРЮВ^ | 1973 |
|
SU366943A1 |
| Поточная линия | 1976 |
|
SU612773A1 |
| Поточная линия для изготовления изделий | 1977 |
|
SU677861A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU1022797A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU590125A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
28
.-.. --/fF:
/й.г.5
в-в
игЛ
/
Я
Фиг 5
