Известно устройство для шлифования плоских деталей, например древесностружечных плит, включающее станину, стол и механизм опускания стола с пневмоопарами.
Предложенное устройство .позволяет повысить качество обработки п,ри шлифовании разнотолщинных деталей, предупреждает перегрузку шлифовальных цилиндров и разрыв шлифовальной ленты.
Это достигается тем, что механизм опускания стола выполнен с комплектом конечных выключателей и реверсивной коробкой с электромагнитными муфтами, установленными на входе и выходе из станка обрабатываемой детали.
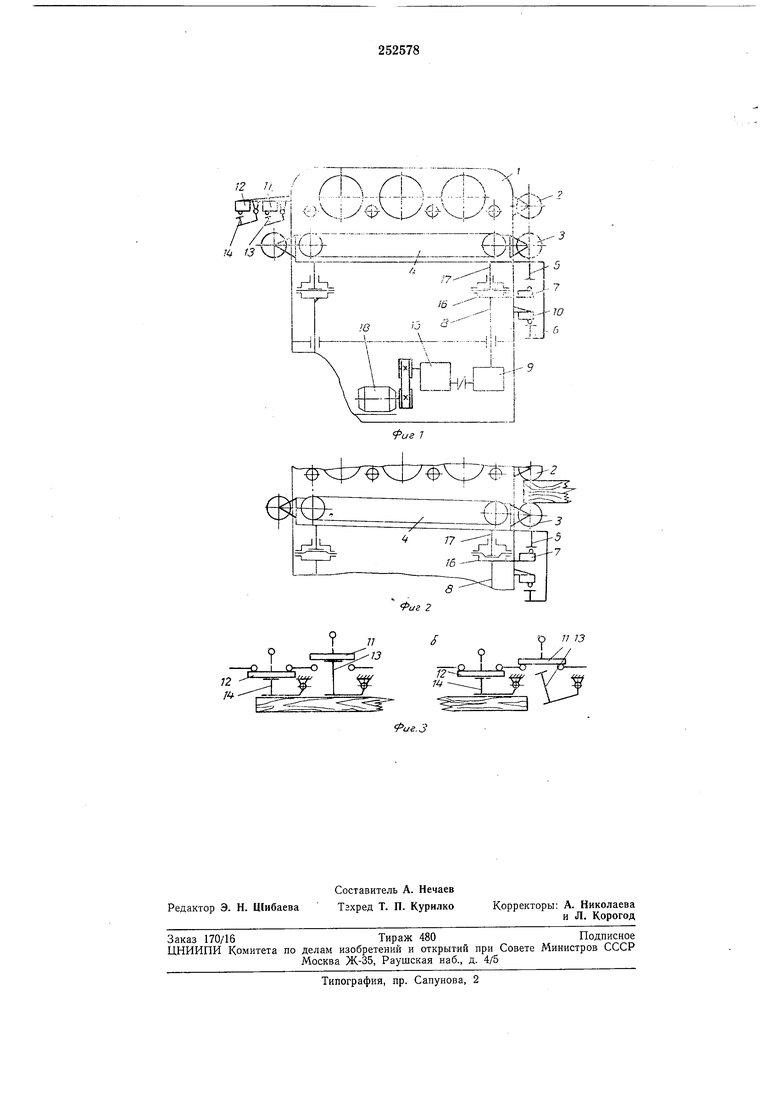
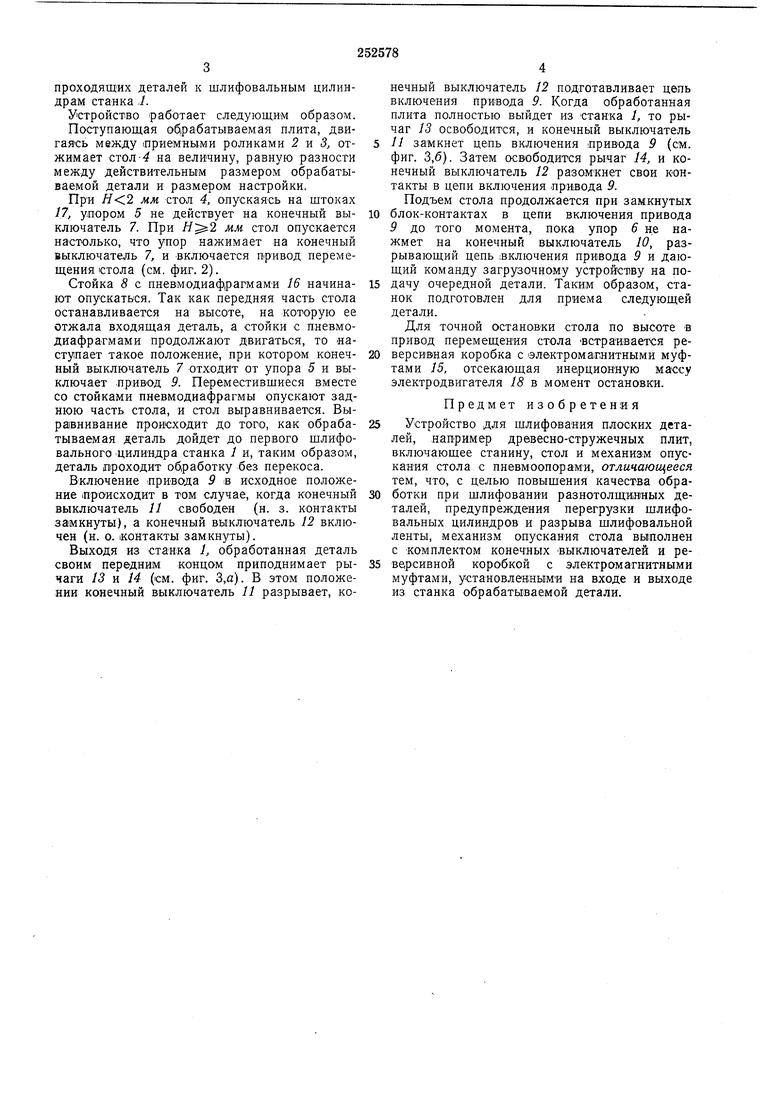
На фиг. 1 .представлена схема плоокошлифовального станка со столом на пневматической иодвеске с уст ройством для автоматической регулировки положения стола (выделено жирными линиями); на фиг. 2 - положение стола в момент входа .детали в станок; на фиг. 3 - лоложение конечных выключателей, установленных в цепи включения привода перемешения стола: а - в момент начала выхода обрабатываемой детали из станка и б - в момент полного выхода плиты из станка.
со столом на пневматической подвеске, состояший из приемного ролика 2, установленного на станине станка, приемного ролика 3, установленного на столе 4, регулируемых упоров 5 и 6, закрепленных на столе, конечного выключателя 7, расположенного на стойке 5 привода 9 1перемеш;ения стола, .конечного выключателя W, установленного на станине станка, конечных выключателей 11 и 12, расположенных на станине в месте выхода об.работанной плиты из станка, рычагов 13 и 14, действуюш,их на конечные 1выключатели // и 12, реверсивной коробки с электромагнитными муфтами 15, встроенной IB привод 9. Станок снабжен устройством для автоматической
регулировки стола .при обработке деталей с
от1слонением толшины более 2 мм от но.минала.
Установка стола 4 происходит следующим
образом.
При подаче воздуха в четыре нневмодиафрагмы 16 стол приподнимают штоками 17 относительно корпусов пневмодиафрагм, жестко закрепленных на четырех стойках 8. Затем включают привод 9, который перемещает стойки 8 со столом 4. Стол устанавливают по высоте так, чтобы расстояние между роликами 2 и 3 соответствовало (наименьшему -предельному размеру обрабатываемых деталей
проходящих деталей к шлифовальным цилиндрам станка ,1.
Устройство работает следующим образом.
Поступающая обрабатываемая плита, двигаясь между (Приемными роликами 2 и 3, отжимает стол-4 на величину, равную разности между действительным размером обрабатываемой детали и размером настройки.
ПрИ мм стол 4, опускаясь на штоках 17, упором 5 не действует на конечный выключатель 7. При мм стол опускается настолько, что упор нажимает на конечный выключатель 7, и включается привод перел ещения стола (см. фиг. 2).
Стойка 8 с пневмодиафрагмам-и 16 начинают опускаться. Так как передняя часть стола останавливается на высоте, на которую ее отжала входящая деталь, а стойки с пневмодиафрагмами продолжают двигаться, то наступает такое положение, при котором конечный выключатель 7 отходит от упора 5 и выключает привод 9. Переместившиеся вместе со стойками пневмодиафрагмы опускают заднюю часть стола, и стол выравнивается. Выра внивание происходит до того, как обрабатываемая деталь дойдет до первого шлифовального цилиндра станка 1 и, таким образом, деталь проходит обработку без перекоса.
Включение привода 9 в исходное положение (Происходит Б том случае, когда конечный выключатель 11 свободен (н. з. контакты замкнуты), а конечный выключатель 12 включен (н. о. (Контакты замкнуты).
Выходя из станка /, обработанная деталь своим передним концом приподнимает рычаги 13 и 14 (см. фиг. 3,а). В этом положении конечный выключатель 11 разрывает, конечный выключатель 12 подготавливает цепь включения приБода 9. Когда обработанная плита полностью выйдет из станка /, то рычаг 13 освободится, и конечный выключатель
11 замкнет цепь включения привода 9 (см. фиг. 3,6). Затем освободится рычаг 14, и конечный выключатель 12 разомкнет свои контакты в цепи включения привода 9. Подъем стола продолжается при замкнутых
блок-контактах в цепи включения привода 9 до того момента, пока упор 6 не нажмет на конечный выключатель 10, разрывающий цепь (Включения привода 9 и дающий команду загрузочному устройству на подачу очередной детали. Таким образом, станок подготовлен для приема следующей детали.
Для точной остановки стола по высоте в привод перемещения стола встраивается реверсивная коробка с влвктрома1гаитными муфтами 15, отсекающая инерционную массу электродвигателя 18 в момент остановки.
Предмет изобретения
Устройство для щлифоваиия плоских деталей, например древесно-стружечных плит, включающее станину, стол и механиам опускания стола с пневмоопорами, отличающееся тем, что, с целью повышения качества обработки при щлифовании разнотолщиниых деталей, предупреждения перегрузки щлифовальных цилиндров и разрыва шлифовальной ленты, механизм опускания стола выполнен с комплектом конечных выключателей и реве,рсивной коробкой с электромагнитными муфтами, установленными на входе и выходе из станка обрабатываемой детали.
;2 //.
0W :)vTy0t y vt% j€5
Д-
//И т/тг%
t/a 2
11 13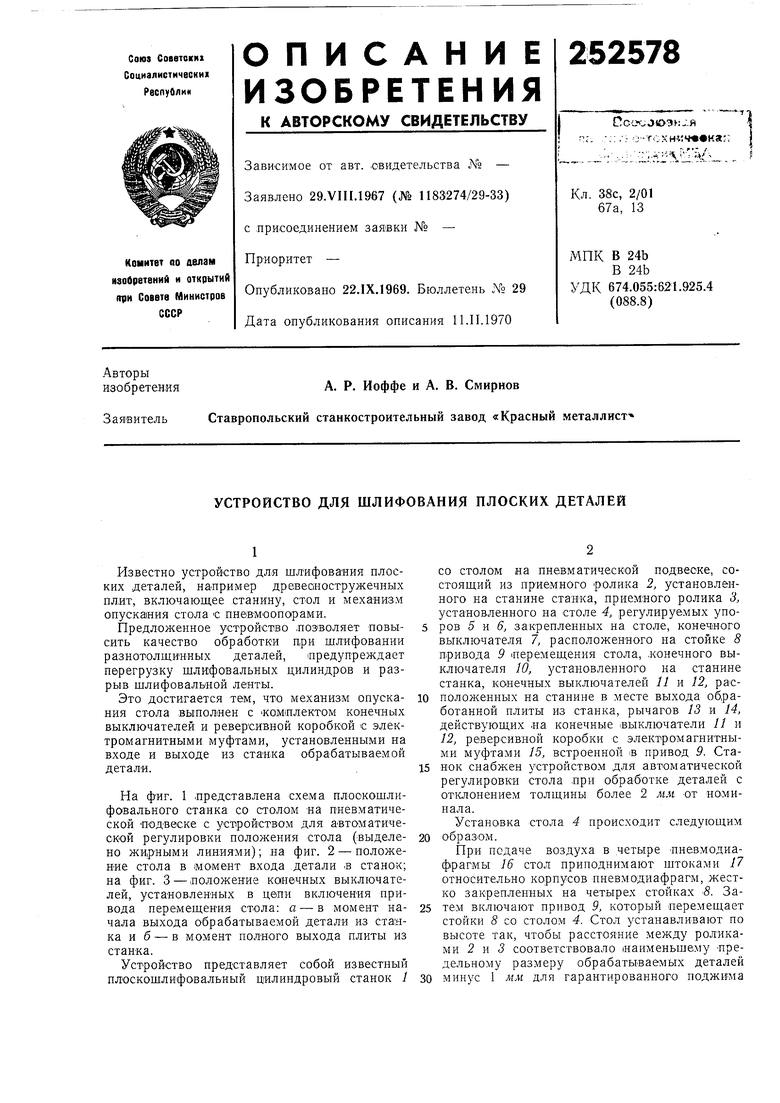
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ФУГОВАЛЬНО-РЕЙСМУСОВЫЙ СТАНОК | 1967 |
|
SU199372A1 |
| Станок для обработки деталей | 1984 |
|
SU1288029A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ БЛОКОВ КАМНЯ | 1996 |
|
RU2097182C1 |
| Ленточно-шлифовальный станок | 1982 |
|
SU1093502A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1002135A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |