(54) OOP/V A ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИИ ИЗ БЕТОННЫХ СМЕСЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| СПОСОБ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРЕИМУЩЕСТВЕННО БЕТОНОВ, ДЛЯ ВОЗВЕДЕНИЯ, ВОССТАНОВЛЕНИЯ ИЛИ РЕКОНСТРУКЦИИ ЗДАНИЙ, СООРУЖЕНИЙ | 1996 |
|
RU2107783C1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Установка для изготовления трубчатых изделий | 1978 |
|
SU961978A1 |
| Форма для изготовления гидропрессованных труб из бетонных смесей | 1984 |
|
SU1294628A1 |
| Установка для изготовления объемных железобетонных блоков | 1989 |
|
SU1722843A1 |
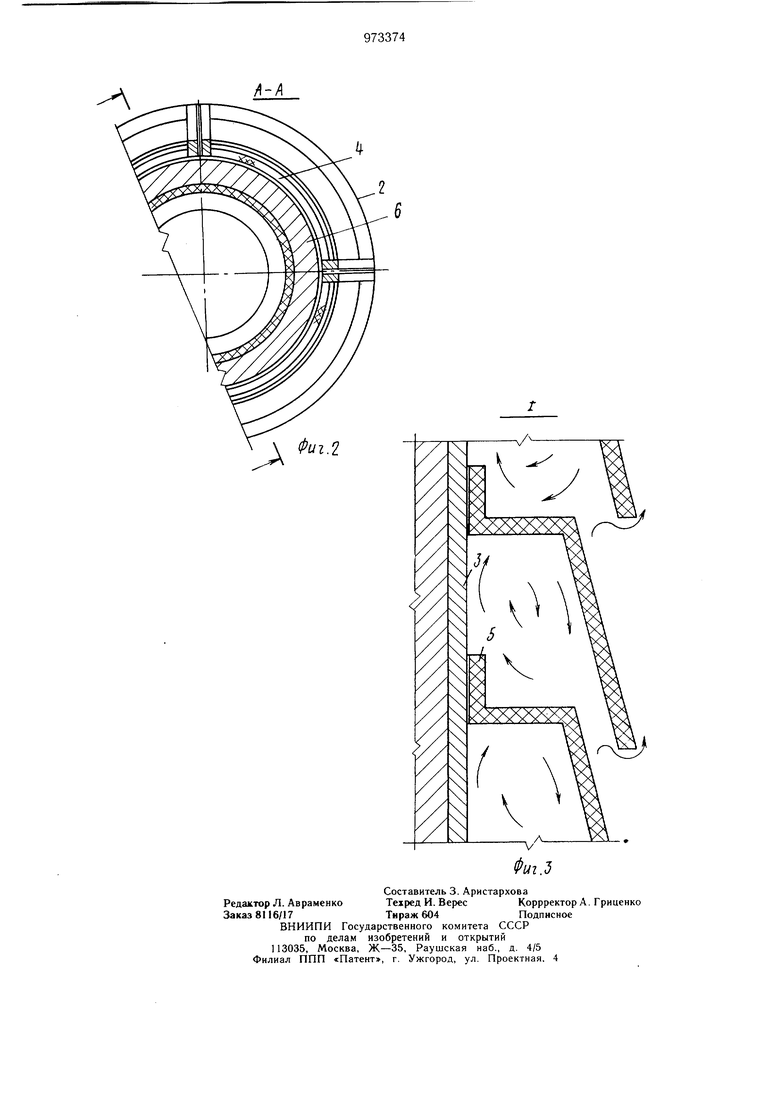
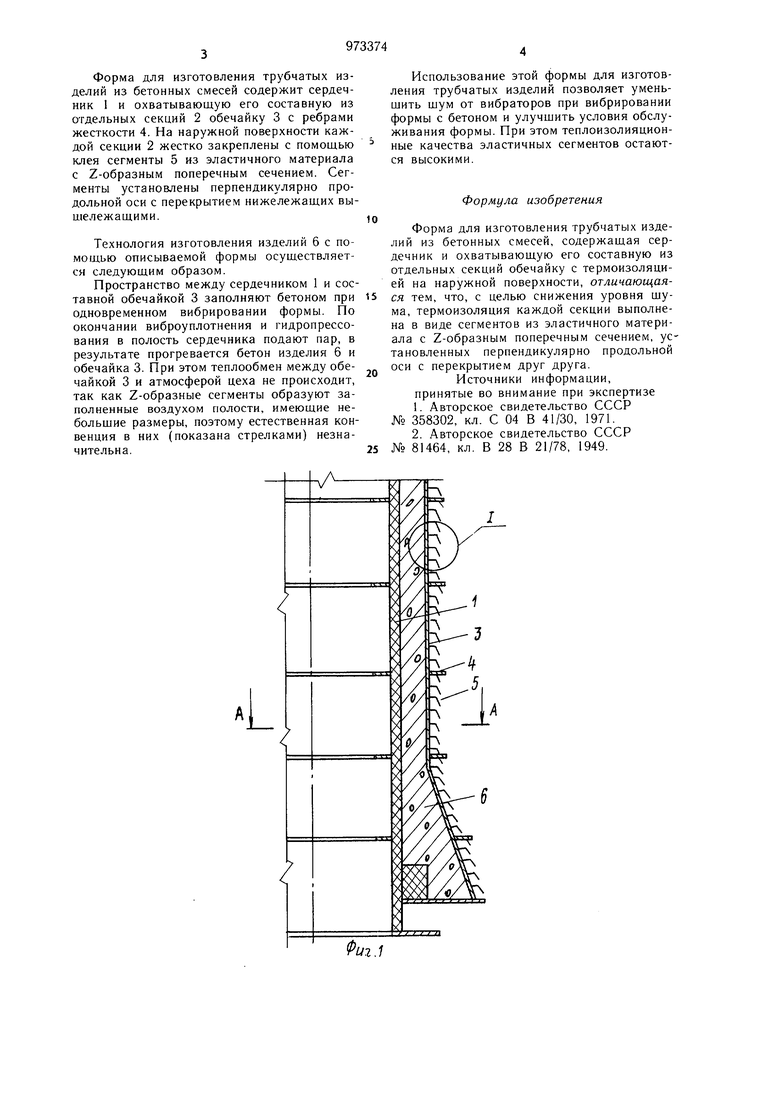
Изобретение относится к производству из делий сборного железобетона и может быть использовано при тепловой обработке железобетонных виброгидропрессованны.х труб. Известно устройство для тепловой обработки напорных железобетонных виброгидро прессованных труб, включающее наружную опалубку и герметизированный сердечник, в нижней части которого укреплен парораспределитель, представляющий собой металлический элемент в основании с выемкой в нижней части и просверленным радиально и под углом к горизонту рядо.м каналов, сходящихся в выемке, по которым пар попадает в полость сердечника трубы 1. Недостатком известного устройства является неравномерный прогрев бетона по высоте и толщине стенки трубы, наличие значительных потерь тепла с поверхности наружной опалубки в атмосферу цеха, высокий уровень шума при работе вибраторов в процессе формовки изделия, что не позволяет интенсифицировать процесс тепловой обработки, обеспечить равномерное распределение температуры по объе.му изделия, снизить расход тепловой энергии и улучшить условия техники безопасности и производственной санитарии при производстве виброгидропрессованных труб. Наиболее близким к предлагаемому изобретению является форма для изготовления трубчатых изделий из бетонных смесей, содержащая сердечник и охватывающую его составную из отдельных секций обечайку с термоизоляцией на наружной поверхности, причем форма снабжена нагревателями 2). Недостатком этой формы является высокий уровень щума при вибрировании. Цель изобретения - снижение уровня щума. Указанная цель достигается тем, что в форме для изготовления трубчатых изделий из бетонных смесей, содержащей сердечник и охватывающую его составную из отдельных секций обечайку с термоизоляцией на наружной поверхности, термоизоляция каждой секции выполнена в виде сегментов из эластичного материала с Z-образным поперечным сечением,устаноапенных перпендикулярно продольной осп с перекрытием друг друга. На фиг. 1 показана форма, разрез; на фиг. 2 - вид А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1. Форма для изготовления трубчатых изделий из бетонных смесей содержит сердечник 1 и охватывающую его составную из отдельных секций 2 обечайку 3 с ребрами жесткости 4. На наружной поверхности каждой секции 2 жестко закреплены с помощью клея сегменты 5 из эластичного материала с Z-образным поперечным сечением. Сегменты установлены перпендикулярно продольной оси с перекрытием нижележащих вышележащими. Технология изготовления изделий 6 с помощью описываемой формы осуществляется следующим образом. Пространство между сердечником 1 и составной обечайкой 3 заполняют бетоном при одновременном вибрировании формы. По окончании виброуплотнения и гидропрессования в полость сердечника подают пар, в результате прогревается бетон изделия 6 и обечайка 3. При этом теплообмен между обечайкой 3 и атмосферой цеха не происходит, так как Z-образные сегменты образуют заполненные воздухом полости, имеющие небольщие размеры, поэтому естественная конвенция в них (показана стрелками) незначительна. Использование этой формы для изготовления трубчатых изделий позволяет уменьщить щум от вибраторов при вибрировании формы с бетоном и улучщить условия обслуживания формы. При этом теплоизолияционные качества эластичных сегментов остаются высокими. Формула изобретения Форма для изготовления трубчатых изделий из бетонных смесей, содержащая сердечник и охватывающую его составную из отдельных секций обечайку с термоизоляцией на наружной поверхности, отличающаяся тем, что, с целью снижения уровня шума, термоизоляция каждой секции выполнена в виде сегментов из эластичного материала с Z-образным поперечным сечением, установленных перпендикулярно продольной оси с перекрытием друг друга. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 358302, кл. С 04 В 41/30, 1971. 2.Авторское свидетельство СССР № 81464, кл. В 28 В 21/78, 1949.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
