Изобретение относится к области оборудования для изготовления шлицев на валах ш холодном состоянии методом лроталки1ваяия вала чер-ез профильные ролики.
Известно устройство для накатки шлицев, содержащее кор-пус с колодками, в которых уста1НО Влены профильные ролики, служащие для Л;рофилирова1ния заготовки.
Однако при накатке прямоблочных шлицев средней и тяжелых серий и эвольвентных шлицев больших модулей возникают большие усилия, которые ведут к поломке роликов, изгибу проталкиваемого вала, проворачиванию оси ролика в посадочном месте колодки и, как следствие этого, выдвиганию оси из посадочного места, что приводит к поломке ролика, колодки И оси.
Предлагаемое устройство отличается от известных тем, что оно сиабжено механизмом ступенчатой цодачи профильных роликов, выполненным в виде самоустанавливающихся профилироваеных «опиров, лодвижио закрепленных в корпусе и взаимодействующ-их с колодками, состоящими из двух частей, одна из которых на сВоей боковой поверхности имеет цилиндрический выступ, служащий осью профильного ролика. При этом «а iKOpnyce расположены регулируемые фиксаторы, ограничивающие перемещение копиров. Это позволяет изменять величину деформаций в процессе накатки и повышает надеж1ность работы.
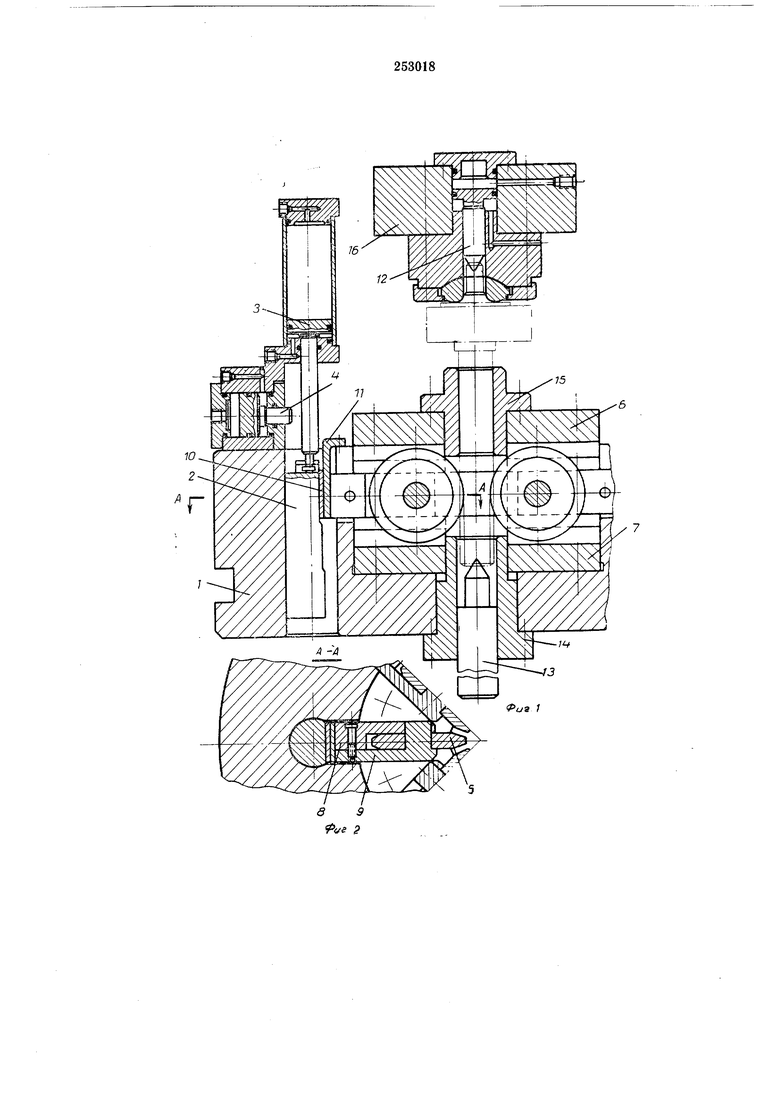
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - механизм ступенчатой подачи орофильных роликов.
Устройство состоит из корпуса 1, предназначенного для воопринятия нагрузок. В корпусе в цилиндрических расточках размещены
ступенчатые самоцентрирующие копиры 2. Количество копиров равн10 числу роликов. Копиры служат для ступенчатой подачи роликов в радиальном направлении. Количество ступеней копира зависит от серии шлицевого
соединения, материала и твердости вала и берется равным двум и более. Копир перемещается поступательно вверх и вниз от пневмо- или гидропривода 3. Для фиксации жопира на ступень установлены боковые
фиксаторы 4. Профильные-ролики 5 направляются и точно фиксируются :пазами двух делительных дисков 6 к 7.
Сборные колодки, состоящие из двух частей 8 и 9, воспринимают нагрузки от роликов и
передают их через призматические мерные пластины 10, кассеты 11 « самоцентрирующие ступенчатые копиры 2 на корпус. Кассеты 11 служат для крепления пластин 10 и удобст1ва замены их при наладке. Одна из частей сборимеет цилиндрический выступ, выполняющий роль оси ролика. Для .центрирования вала устройство снабжено верхним 12 и нижним i/ центрами и двумя направляющими втулками 14 и 15.
Устройство устанавливают на плите гидравлического лресса. В исходном положении толкатель 16, прикрепленный к ползуну пресса, и нижний центр 13, опирающийся на выталкиватель пресса, находятся в верхнем положении, а ступенчатый -копир 2-в нижнем положении. Боковые фиксаторы 4 выдвинуты.
Вал, на котором изготавливаются шлицы, ставится на нижний центр 13. При включении рабочего хода толкатель 16 проталкивает вал между профильными холостыми роликами 5. При проталкивании вала на заданную длину происходит автоматическое переключение хода ползуна вверх, и вал выталкивается нижним центром 13 от усилия выталкивателя. Ступенчатые копиры 2 от пневмоприводов 3 перемещаются вверх до упора JB фиксаторы 4. Копиры 2 своей следующей ступенью перемещают колодки с роликами 5 в направлении оси устройства, после чего производится следующее проталкивание и выталкивание вала.
Боковые фиксаторы 4 убираются и освобождают путь движения копирам 2 на следующие ступени. Происходит повторное пере1мещение колодок с роликами в 1напра1влении центра устройства, после -чего производится следующее проталкивание и 1выталкивание вала.
Предмет изобретения
Устройство для |На1кат1ки шлицев, содержащее корпус с 1колод«ами, в которых установлены профилыные ролики, служащие для -профилирования заготовки, отличающееся тем, что, с целью изменения величины деформации
в .процессе накатки и повышения надежности работы, оно снабжено механизмом ступенчатой подачи профильных роликов, выполненным в виде самоустанавливающихся Црофилированных копиров, подвижно закрепленных в
корпусе и взаимодействующих с колодками, состоящими из двух частей, одна из которых на своей боковой поверхности имеет цилиндрический выступ, служащий осью профильного ролика, при этом на корпусе расположены регулируемые фиксаторы, ограничивающие перемещение копиров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатки шлицев | 1980 |
|
SU958025A1 |
| Устройство для многопроходного продольного накатывания шлицев на валах | 1985 |
|
SU1349861A1 |
| Устройство для накатывания шлицевых профилей | 1977 |
|
SU634824A1 |
| Устройство для холодной и горячей накатки различных профилей шлицевых валов | 1961 |
|
SU149383A1 |
| Устройство для накатки шлицев | 1989 |
|
SU1754304A1 |
| Устройство для получения внутренних шлицев на трубчатых заготовках | 1988 |
|
SU1574440A1 |
| Устройство для восстановления шлицевых поверхностей | 1990 |
|
SU1748986A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| УСТАНОВКА ДЛЯ ЗАРЯДКИ КАССЕТ СТРОИТЕЛЬНЫМИЭЛЕМЕНТАМИ | 1972 |
|
SU337481A1 |
| Устройство для штамповки изделий из непрерывного материала | 1985 |
|
SU1303237A1 |