Г
Т f 1
72825 т
fd
СО 00 00
N9
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| Установка для изготовления строительных изделий на кассетно-конвейерных линиях | 1982 |
|
SU1077795A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Технологическая линия для вертикального формования строительных изделий | 1991 |
|
SU1825331A3 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
Изобретение относится к строительной индустрии, а именно к оборудованию горизонтально замкнутых конвейерных линий для производства бетонных и железобетонных изделий типа плоских плит. Изобретение позволяет повысить производительность путем сокращения времени выдержки изделий на посту формования благодаря тому, что линия снабжена подвижными контейнерами, выполненными в виде пространственной рамы с расположенными внутри нее рельсовыми направляющими для закатывания форм и отодвижными в горизонтальной плоскости наружными щитами, транспортными путями 18 для перемещения контейнеров, размещенными на них постами сборки контейнера с формами, разделения контейнера с формами, чистки контейнера, при этом пост сборки контейнера с формами расположен перед постом формования по оси транспортного пути 15 линии, пост разделения контейнера с формами - по оси параллельного транспортного пути линии, причем посты сборки и разделения контейнеров соединены возвратным транспортным путем, на котором расположен пост чистки контейнеров. 6 ил. (О (Л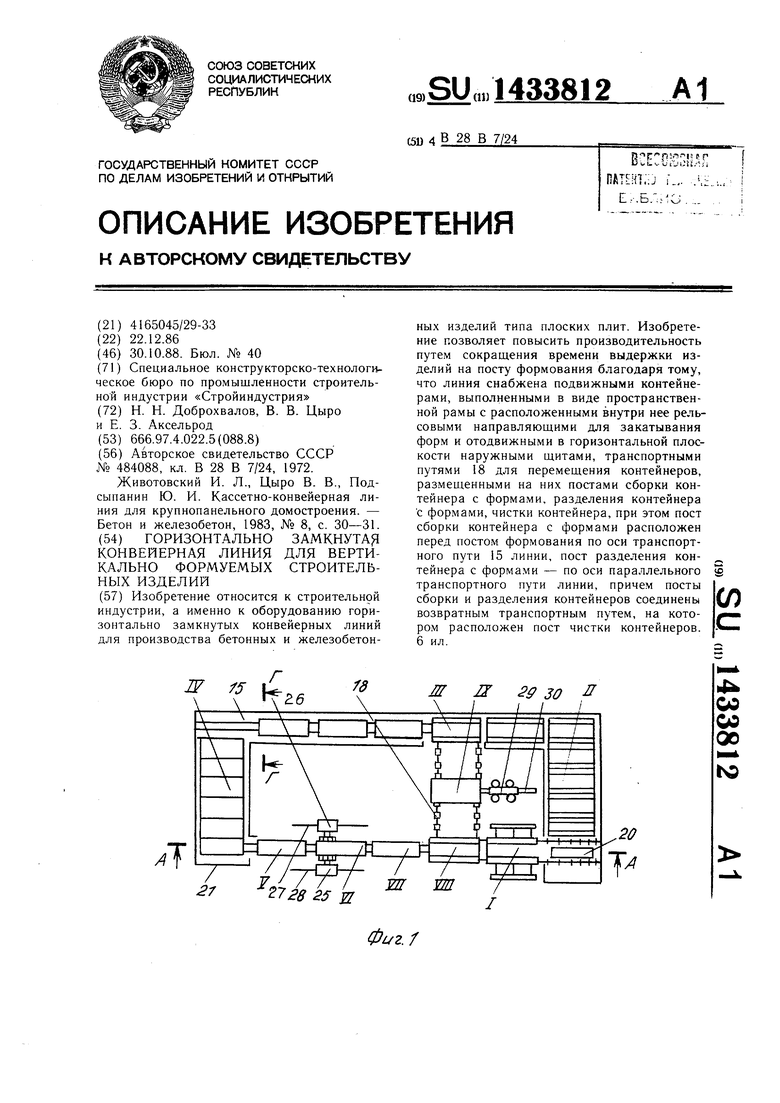
Фиг. Г
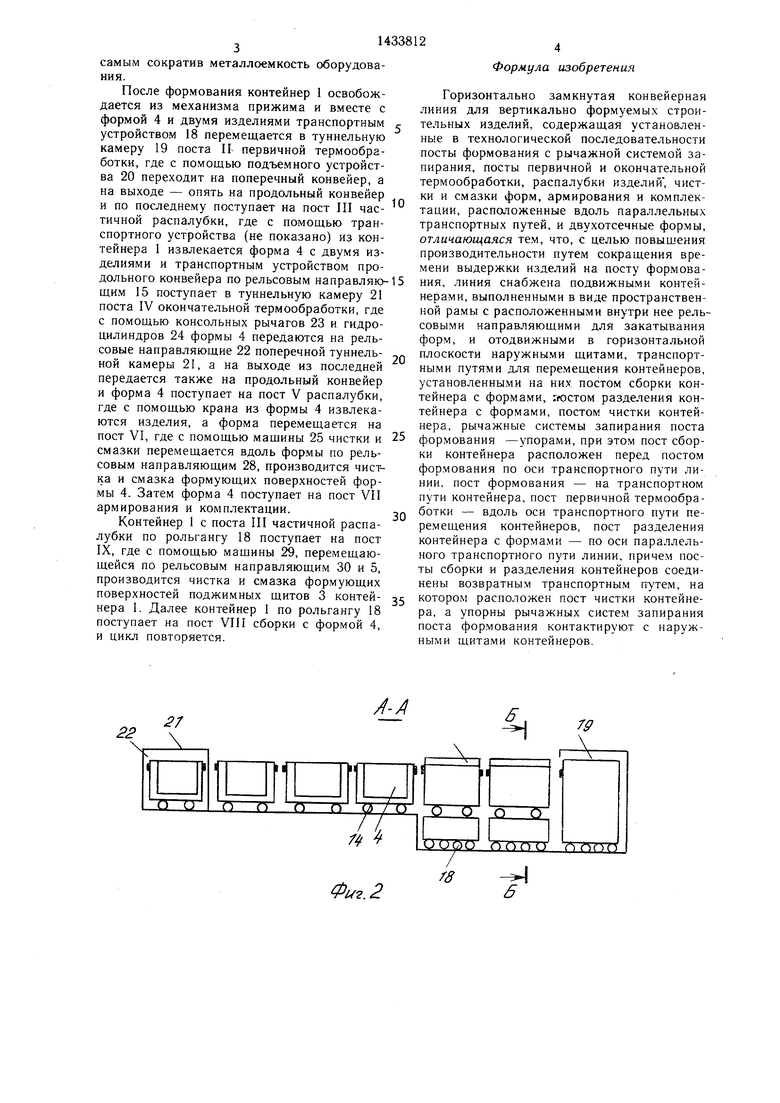
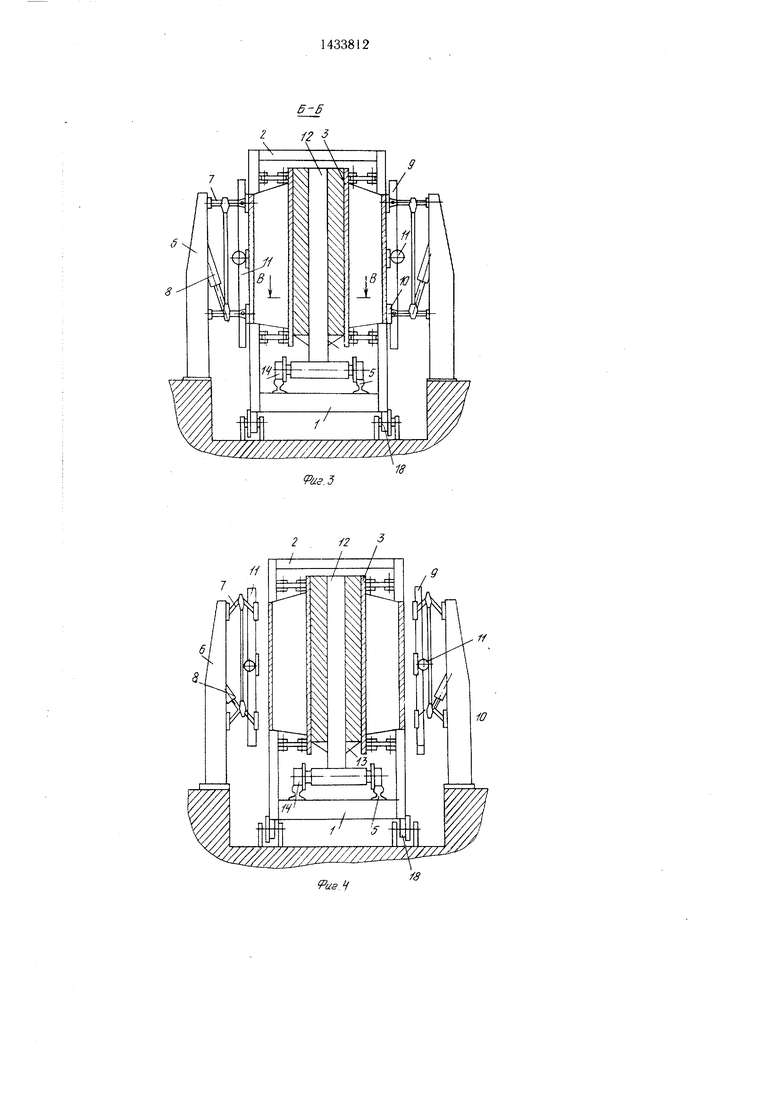
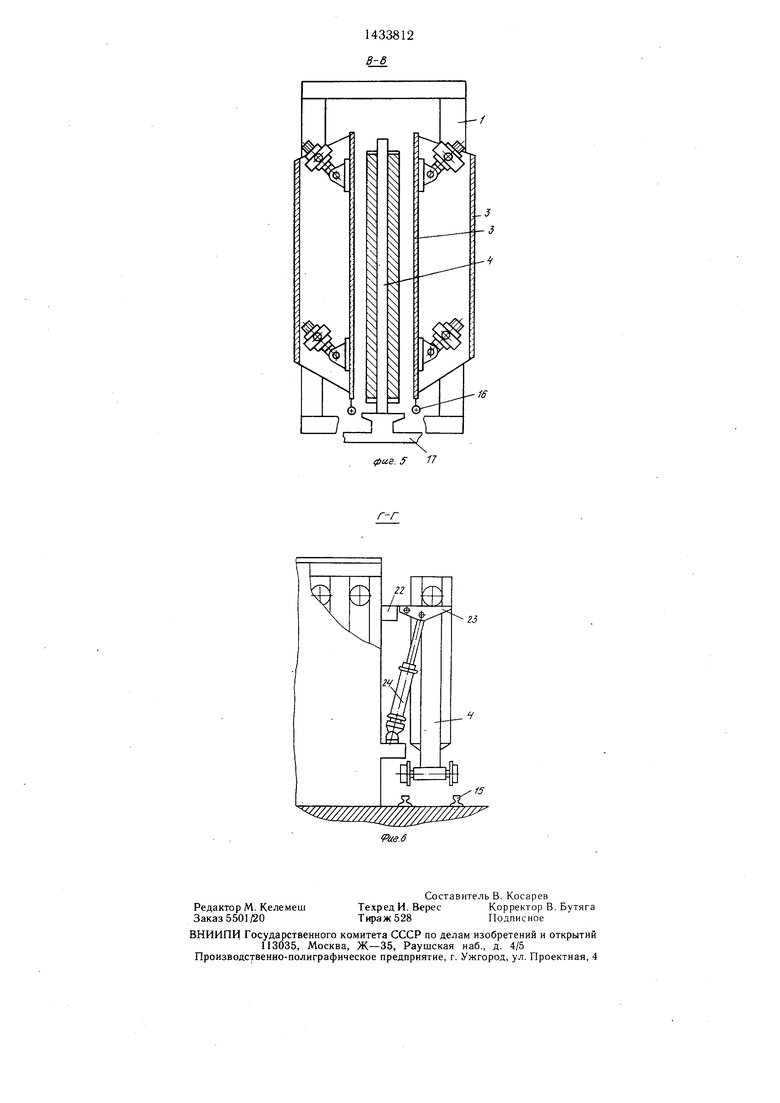
Изобретение относится к строительнойПост III частичной распалубки изделий индустрии, а именно к оборудованию дляснабжен толкателем для выкатывания двух- производства бетонных и железобетонныхотсечной формы из контейнера, изделий типа плоских плит.Пост IV термообработки оснащен тун- Цель изобретения повышение произво- нельной камерой 21, установленной перпен- дительности путем сокращения времени вы-дикулярно продольной оси транспортного держки изделий на посту формования.пути. Продольные стены туннельной камеры На фиг. 1 изображена предлагаемая ли-21 выполнены несущими. К ним прикрепления, план; на фиг. 2- разрез А-А на фиг. 1;ны рельсовые направляющие 22. Для пере- на фиг. 3 - разрез Б-Б на фиг. 2; надачи двухотсечных форм 4 с продольного фиг. 4 - то же, в открытом положении (при транспортного пути 15 на поперечный пост закатыании и выкатывании контейнера); наIV термообработки снабжен механизмом, вы- фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 1.
Конвейерная линия состоит из следующих технологических постов: I - формовки;)5 II - поперечной термообработки изделий;
полненным в виде консольного рычага 23 с гидроцилиндром 24. Консольный рычаг 23 совершает поворот на угол 90°.
Пост распалубки изделий V оснащен краном, а пост чистки и смазки двухотсечной формы - мащиной 25 чистки и смазки, состоящей из рабочего органа 26, перемещающегося по раме 27, которая в свою очередь перемещается горизонтально по направляюIII - частичной распалубки изделий; IV - термообработки; V - окончательной распалубки изделий; VI - чистки и смазки форм;
VII - армирования и комплектации; VIII -..
сборки контейнера с формами; IX - чист- щим напольным рельсам 28, размещенным с ки контейнера.двух сторон поста VI. Одновременно с чисткой производится смазка формующих поверхЛиния оснащена контейнером 1, выпол-костей формы 4
ненным в виде пространственной рамы 2,Пост IX чистки контейнера оснащен савнутри которой щарнирно подвещены наруж- 35 моходной машиной чистки 29, которая зака- ные щиты 3, образующие с передвижнойтывается в контейнер по рельсовым направдвухотсечной формой 4 формовочные полос-ляющим 30
ти для укладки бетона. В нижней части контейнера 1 установлены рельсовые направляющие 5 для закатывания двухотсечной формы 4 между наружными щитами 3.
Пост I оснащен механизмом прижима наружных щитов 3, состоящим из рамы 6 с закрепленной на ней системой рычагов 7 и приводом 8. На концах рычагов 7 установлена подвижная рамка 9, на которой закрепГоризонтально замкнутая конвейерная .линия для вертикально формуемых строи- 30 тельных изделий работает в следующей последовательности.
Подготовленная и укомплектованная арматурой и закладными деталями передвижная вертикальная форма 4 транспортным устройством продольного конвейера (не по- лены амортизаторы 10 и вибраторы 11. Двух- 35 казано) захватывается в очищенный и сма- отсечная форма 4 выполнена в виде раздели-занный контейнер 1 по рельсовым направтельной стенки 12 с бортоснасткой 13 и опор- ляющим 5 между поджимными щитами 3 ных катков 14 для перемещения по наполь-на посту сборки VIII, при этом упор 17,
ным рельсовым направляющим 15 продоль-смонтированный на торце подвижной форных ветвей линии. На торцах наружных щи- дО мы 4, контактируя с роликами 16 поджим- тов 3 смонтированы ролики 16, контактирую-ных щитов 3 конвейера 1, сдвигает поджимщие с упором 17, жестко закрепленным наные щиты 3 вперед и последние, поворачивая
торце -двухотсечной формы 4.шарниры, зажимают форму 4.
Контейнер 1 имеет возможность перемещения вдоль постов I, II, III, VIII и IX по транспортному пути, например по приводным секционным рольгангам 18 с автономными приводами, что позволяет им работать независимо друг от друга и при необходимости одновременно. Конвейер для пе- ремешения контейнера расположен ниже уровня основной ветви конвейера.
Пост II предварительной термообработки снабжен туннельной камерой 19, установленной перпендикулярно продольной оси транспортного пути. На входе и выходе камеры установлены подъемные устройства 20 для передачи контейнера 1 с продольной оси конвейера на поперечный.
Пост III частичной распалубки изделий снабжен толкателем для выкатывания двух- отсечной формы из контейнера, Пост IV термообработки оснащен тун- нельной камерой 21, установленной перпен- дикулярно продольной оси транспортного пути. Продольные стены туннельной камеры 21 выполнены несущими. К ним прикреплены рельсовые направляющие 22. Для пере- дачи двухотсечных форм 4 с продольного транспортного пути 15 на поперечный пост IV термообработки снабжен механизмом, вы-
полненным в виде консольного рычага 23 с гидроцилиндром 24. Консольный рычаг 23 совершает поворот на угол 90°.
Пост распалубки изделий V оснащен краном, а пост чистки и смазки двухотсечной формы - мащиной 25 чистки и смазки, состоящей из рабочего органа 26, перемещающегося по раме 27, которая в свою очередь перемещается горизонтально по направляю..
щим напольным рельсам 28, размещенным с двух сторон поста VI. Одновременно с чист50
Далее контейнер 1 вместе с формой 4 45 с помощью приводного рольганга 18 поступает на пост I формовки и устанавливается внутри рамы механизма 6 прижима (фиг. 4). Включаются приводы 8 и с помощ,ью рычажной системы 7 подвижные рамки 9 с установленными на них амортизаторами 10 и вибраторами 11 зажимают контейнер 1 (фиг. 3). Это необходимо с той целью, что во время вибрации бетонная смесь приобретает большую подвижность и распорные усилия достигают максимальных значений, а после пре- 55 кращения вибрации распорные усилия уплотненной бетонной смеси резко уменьщаются, что позволяет раму 2 и подвижные щиты 3 контейнера 1 выполнить облегченными, тем
самым сократив металлоемкость оборудования.
После формования контейнер 1 освобождается из механизма прижима и вместе с формой 4 и двумя изделиями транспортным устройством 18 перемещается в туннельную камеру 19 поста II- первичной термообработки, где с помощью подъемного устройства 20 переходит на поперечный конвейер, а на выходе - опять на продольный конвейер
Формула изобретения
Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий, содержащая установленные в технологической последовательности посты формования с рычажной системой запирания, посты первичной и окончательной термообработки, распалубки изделий , чистки и смазки форм, армирования и комплекпа ЕЭи1ЛЧ -1, Jli f I и lie iJ ЬЛ //Л - i i ii j JV-iiv-J 4 4rvri Г1 х..лч1 , ....j,--
и no последнему поступает на пост III час- тации, расположенные вдоль параллельных
тичной распалубки, где с помощью транспортного устройства (не показано) из контейнера 1 извлекается форма 4 с двумя изделиями и транспортным устройством продольного конвейера по рельсовым направляю-15 щим 15 поступает в туннельную камеру 21 поста IV окончательной термообработки, где с помощью консольных рычагов 23 и гидроцилиндров 24 формы 4 передаются на рельсовые направляющие 22 поперечной туннель- п ной камеры 21, а на выходе из последней передается также на продольный конвейер и форма 4 поступает на пост V распалубки, где с помощью крана из формы 4 извлекаются изделия, а форма перемещается на пост VI, где с помощью мащины 25 чистки и 25 смазки перемещается вдоль формы по рельсовым направляющим 28, производится чистка и смазка формующих поверхностей формы 4. Затем форма 4 поступает на пост VII армирования и комплектации.
Контейнер 1 с поста III частичной распалубки по рольгангу 18 поступает на пост IX, где с помощью машины 29, перемещающейся по рельсовым направляющим 30 и 5, производится чистка и смазка формующих поверхностей поджимных щитов 3 контейнера 1. Далее контейнер 1 по рольгангу 18 поступает на пост VIII сборки с формой 4, и цикл повторяется.
30
35
транспортных путей, и двухотсечные формы, отличающаяся тем, что, с целью повыщения производительности путем сокращения времени выдержки изделий на посту формования, линия снабжена подвижными контейнерами, выполненными в виде пространственной рамы с расположенными внутри нее рель совыми направляющими для закатывания форм, и отодвижными в горизонтальной плоскости наружными щитами, транспортными путями для перемещения контейнеров, установленными на них постом сборки контейнера с формами, гюстом разделения контейнера с формами, постом чистки контейнера, рычажные системы запирания поста формования -упорами, при этом пост сборки контейнера расположен перед постом формования по оси транспортного пути линии, пост формования - на транспортном пути контейнера, пост первичной термообра ботки - вдоль оси транспортного пути пе ремещения контейнеров, пост разделения контейнера с формами - по оси параллельного транспортного пути линии, причем пос ты сборки и разделения контейнеров соеди нены возвратным транспортным путем, на котором расположен пост чистки контейне ра, а упорны рычажных систем запирания поста формования контактируют с наруж ными щитами контейнеров.
Фи2.2
Формула изобретения
Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий, содержащая установленные в технологической последовательности посты формования с рычажной системой запирания, посты первичной и окончательной термообработки, распалубки изделий , чистки и смазки форм, армирования и комплекrvri Г1 х..лч1 , ....j,--
тации, расположенные вдоль параллельных
5
0
5
транспортных путей, и двухотсечные формы, отличающаяся тем, что, с целью повыщения производительности путем сокращения времени выдержки изделий на посту формования, линия снабжена подвижными контейнерами, выполненными в виде пространственной рамы с расположенными внутри нее рельсовыми направляющими для закатывания форм, и отодвижными в горизонтальной плоскости наружными щитами, транспортными путями для перемещения контейнеров, установленными на них постом сборки контейнера с формами, гюстом разделения контейнера с формами, постом чистки контейнера, рычажные системы запирания поста формования -упорами, при этом пост сборки контейнера расположен перед постом формования по оси транспортного пути линии, пост формования - на транспортном пути контейнера, пост первичной термообработки - вдоль оси транспортного пути перемещения контейнеров, пост разделения контейнера с формами - по оси параллельного транспортного пути линии, причем посты сборки и разделения контейнеров соединены возвратным транспортным путем, на котором расположен пост чистки контейнера, а упорны рычажных систем запирания поста формования контактируют с наружными щитами контейнеров.
Г8 6
ШШ. Рйе.Э
fus. i
//
to
№
фие. f
23
| Устройство для вертикального формования бетонных и железобетонных изделий | 1972 |
|
SU484088A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Животовский и | |||
| л., Цыро В | |||
| В., Подсыпании Ю | |||
| И | |||
| Кассетно-конвейерная линия для крупнопанельного домостроения | |||
| - Бетон и железобетон, 1983, № 8, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
