Предлагаемая установка служит для производства, например рамок-сепараторов из рулонной термопластичной пленки. Она может быть использована для производства других подобных деталей.
Рамки-сепараторы являются деталями фильтра тонкой очистки воздуха (газа) от аэрозольных частиц.
В настоящее время при формовке рамоксепараторов нарезанные из рулона листы пленки закрепляются между двумя рамками и в таком виде вручную подаются на нагрев и дальнейшую формовку. При этом пленку приходится перегревать, так как в момент перемещения из нагревательной камеры в щтамп пленка частично охлалсдается и возможна недощтамповка детали по высоте.
Известна также установка для изготовления рельефных листов из термопластичного материала, содержащая пресс с форлюванным щтампом, транспортное устройство для межоперационного перемещения заготовок, нагревательную камеру и гидравлическую систему привода исполнительных органов, управляемую электромагнитной системой.
В предлагаемой установке транспортное устройство выполнено в ьиде рамки с прижимом, смонтированной на подвижной кареткеоператоре, которая установлена на опорных направляющих, расположенных по обе стороны пресса, и имеет проем, длина которого превышает двойную длину штампа.
Предлагаемая установка позволяет производить формовку с большой производительностью, поскольку весь процесс полностью автоматизирован, время нагрева совмещено с временем формовки и холостого хода транспортного устройства и одновременно формуются несколько слоев пленки. Б связи со строгим нагрева и подачи размягченного материала в штамп улучшается качество изделий.
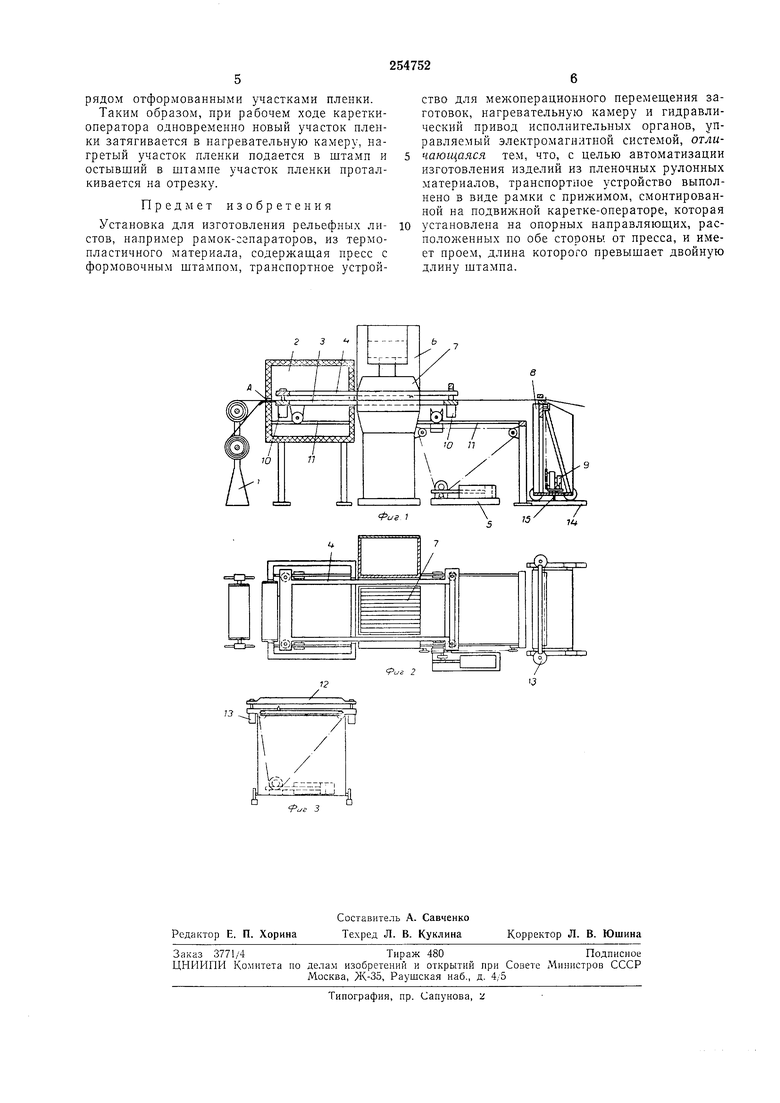
На фиг. 1 показана установка, частичный вертикальный разрез (привод каретки-оператора в разрезе показан условно); на фиг. 2 - то же, вид в плане (пуансон пресса и крышка нагревательной камеры условно не показаны); на фиг. 3 - механизм отрезки отформованных участков пленки, вид с торца.
Установка состоит из устройства / для загрузки рулонов; нагревательной камеры 2, автоматически поддерживающей температуру в заданных пределах и предназначенной для размягчения пленки; каретки-оператора 3 с
прижимом 4 и приводом 5, предназначенной для передачи пленки из рулонов в нагревательную камеру, удержания пленки в процессе размягчения нагрезом, подачи размягченной пленки в фор.мующий штамп, удержания
ванных участков в механизм отрезка. В состав установки входит также пресс 6 с формующим штампом 7, снабженным выталкивателем, и механизм 8 отрезки отформованных участков пленки с .приводом 9, объединенных единой гидравлической системой привода исполнительных органов. Исполнительные органы управляются посредством электромагнитных клапанов: единой электрической системой, включающей реле времени, путевые переключатели, дающие командные импульсы через заданные промежутки времени и блокирующие положение исполнительных органов.
Исполнительными органами являются: каретка-оператор, прижим каретки-оператора, пуансон пресса, прижим механизма отрезки, нож механизма отрезки. Все они приводятся в действие от гидроцилиндров, причем привод каретки-оператора и привод ножа передают движение через механическую передачу (реечную и цепную).
Исполнительные органы имеют упоры, воздействующие в конечных положениях органа на .путевые переключатели. При этом дается команда (либо осуществляется блокировка) на выполнение следующего перехода или на включение соответствующего реле времени, задающего требуемую выдержку на разогрев материала или на формовку (выдержка до остывания пленки в штампе). Цикл повторяется автоматически.
Прижим 4 поджимается к каретке-оператору 5 щтоками четырех гидроцилиндров, корпуса которых 10 закреплены по углам карет.ки-оператора 5.
..Каретка-оператор 3 катится по четырем направляющим Л, две из которых находятся слева от пресса внутри нагревательной камеры и две - справа от пресса.
Привод каретки-оператора состоит из гидроцилиндра, реечной и цепной передач. Цепь в одном месте закреплена на каретке-операторе. Каретка-оператор 3 (фиг. 2) выполнена в виде прямоугольной рамы с проемом, длиной не. менее двух формуемых участков пленки. Ш.Ирина проема больше ширины форл1ующей части штампа 7, такой же проем имеет прижим 4. Такие размеры проема позволяют каретке-оператору перемещаться влево (холостой ход) при закрытом полол ении штампа, т. е. во время формовки.
Механизм отрезки 8 имеет привод точно такой же, как и привод кзретки-оператора. На звене Цепи механизма отрезки закреплен плоский треугольный нол. Чтобы рез получался прямым, нож движется в направляющей его щели, а вершина ножа выступает над поверхностью на величину, превышающую толщину разрезаемого материала.
Во избежание смещения разрезаемой пленки от усилий резания перед ножом установлен прижим 12 (фиг. 3), приводящийся в действие штоками двух гидроцилиндров 13. Между штампом .и отрезным узлом установлены плаяки, предупреждающие провисание отформованных участков пленки. Правая перемычка прижима каретки-оператора дужкой отогнута вверх, чтобы при срабатывании .прижима 4 между ним и кареткой-оператором 3 в этом месте оставался зазор, по величине больший высоты отформованной детали плюс толщина пленки (в противном случае деталь деформируется).
Для изготовления деталей различной длины
установка выполнена переналаживаемой. При настройке линии на другую длину детали необходимо сменить формующую часть штампа, изменить положение путевого переключателя, ограничивающего ход каретки-оператора, и
установить механизм огрезки в необходимом месте на направляющих 14, зафиксировав его противоугонным устройством 15.
При загрузке установки рулонами кареткаоператор 3 находится в крайнем левом полол ении, и прижимная рама 4 гидроцилиндрами 10 поднята вверх. Рулонная термопластичная пленка заправляется по потоку через окно Л в проем между кареткой-оператором и прижимной рамой, и включается пуск. Прижимная рама опускается, пленка зажимается и подается кареткой-оператором в штамп 7, пуансон которого в этот момент поднят. После подачи пленки в штамп пуансон опускается и зажимает поданный участок пленки. Прижимная рама 4 поднимается вверх, и кареткаоператор возвращается в исходное положение, после чего прижимная рама опять опускается. После определенной выдержки, необходимой для нагрева пленки, пуансон штампа поднимается вверх, и размягченная нагревом пленка подается кареткой-оператором в штамп. Пуансон опускается, ф ормует пленку. Сразу после опускания пуансона прижимная рама 4 поднимается вверх, и каретка-оператор возвращается за новым нагреваемым в камере 2 участком пленки.
По окончании холостого хода прижим срабатывает и зажимает края пленки. Это необходимо выполнить, пока новый участок пленки, находящийся в нагревательной камере, не успел размягчиться и провиснуть. В противном случае края пленки не были бы закреплены на каретке прижимом, при этом не произойдет подача материала и не получится формовка
вытяжкой - по существу устройство не будет отвечать назначению.
Совмещение холостого хода каретки-оператора с формовкой и нагревом позволяет сократить цикл производства.
В процессе формовки пленка с трех сторон защемлена между кареткой-оператором и прижимом, а с четвертой стороны находится остывший участок пленки.
Отформованные участки пленки выталкиваются из штампа выталкивателями при ходе пуансона пресса вверх. При рабочем ходе каретки-о.ператора жесткие отформованные участки проталкиваются по планкам под прижим узла отрезки, который устанавливается в тарядом отформованными участками пленки.
Таким образом, при рабочем ходе кареткиоператора одновременно новый участок пленки затягивается в нагревательную камеру, нагретый участок пленки подается в штамп и остывший в штампе участок пленки проталкивается на отрезку.
Предмет изобретения
Установка для изготовления рельефных листов, например рамок-сепараторов, из термопластичного материала, содержащая пресс с формовочным штампом, транспортное устройство для межоперационного перемещения заготовок, нагревательную камеру и гидравлический привод исполнительных органов, управляемый электромагнитной системой, отличающаяся тем, что, с целью автоматизации изготовления изделий из пленочных рулонных материалов, транспортное устройство выполнено в виде рамки с прижимом, смонтированной на подвижной каретке-операторе, которая установлена на опорных направляющих, расположенных по обе стороны от пресса, и имеет проем, длина которого превышает двойную длину штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления рельефных листов | 1974 |
|
SU516534A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| ВАКУУМФОРМОВОЧНАЯ МАШИНА | 1966 |
|
SU177604A1 |
| ПОЛУАВТОМАТ ВЫРУБКИ ДЕТАЛЕЙ | 1992 |
|
RU2057637C1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1984 |
|
SU1228324A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| РАЗБОРНАЯ ФОРМА | 2017 |
|
RU2655701C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для получения деталей | 1988 |
|
SU1516210A1 |
.г 3
